


Material Compatibility in Multi‑Material Injection Molding: Expert Guidance for Overmolding & Two‑Shot Processes
Published on November 24, 2021
Originally published on fastradius.com on November 24, 2021
Multi‑material injection molding refers to any injection molding process that bonds two or more distinct materials into a single, integrated plastic component. The two most prevalent techniques are overmolding and two‑shot (double‑shot) molding.
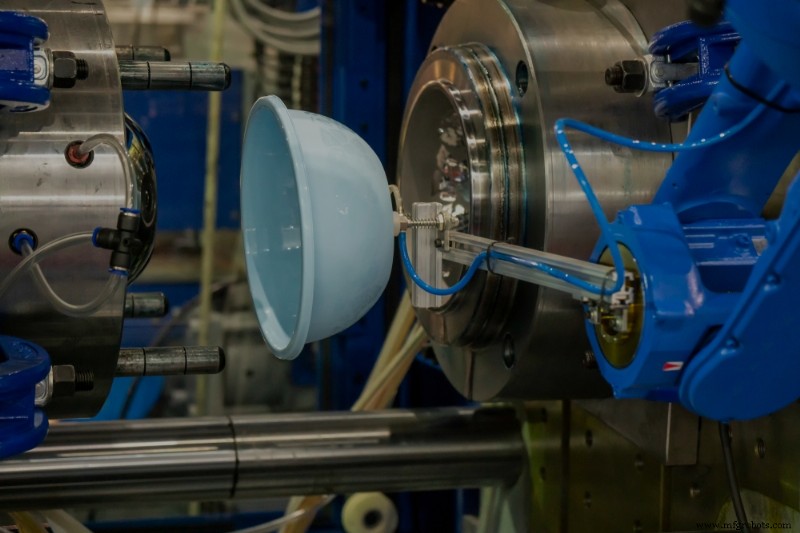
In overmolding, a rigid substrate is first molded from a chosen thermoplastic. That substrate is then positioned in a separate overmold cavity, and molten overmold material is injected to envelop or cover the substrate. Upon cooling, the two polymers become chemically or mechanically bonded, yielding a part with enhanced strength and durability. Although the dual‑tool setup increases tooling costs, the elimination of downstream assembly can dramatically reduce labor and material expenses over the product lifecycle.
Two‑shot injection molding accomplishes a similar result in a single tool. The first material is injected to form the substrate; once it solidifies, the mold opens, and the second chamber rotates 180° to bring the substrate into contact with the second material. The second polymer is then injected, bonding it to the first layer. While the tool design is more complex and expensive, two‑shot molding offers faster cycle times and is ideal for high‑volume production, whereas overmolding’s manual transfer makes it more suitable for low‑volume runs.
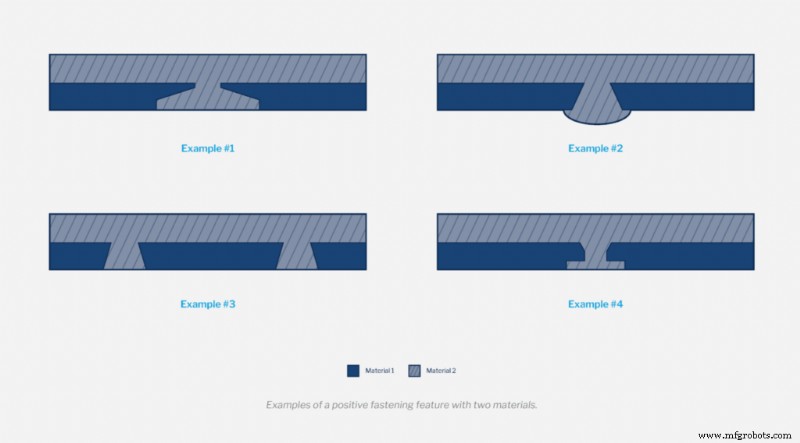
Material compatibility—rooted in chemical compatibility—describes how stable a polymer remains when exposed to another. Incompatible pairs may react chemically, leading to voids, discoloration, or even catastrophic failure. For polymers that cannot form a chemical bond, a positive mechanical fastening or physical interlock is recommended to maintain joint integrity.
Key considerations for injection mold material selection
A mismatch between two resins can result in everything from a lingering odor in the production area to an explosive barrel failure. Engineers must therefore carefully evaluate resin pairings and confirm there are no contraindications before committing to a mold design.
Commonly incompatible pairings include:
- Acetal with PVC or CPVC
- Ionomer with acetal, PVC, or CPVC
- TPV with acetal, PVC, or CPVC
If the same machine barrel and screw are used for multiple resins—regardless of their compatibility—thorough disassembly and cleaning is essential. Even trace residues of a non‑compatible resin can initiate a reaction.

How friction, adhesion, and wear impact multi‑material injection molding
Tribology—the study of friction and wear between moving surfaces—plays a critical role in designing snap‑fit or interlocking components. Selecting materials with low friction and high wear resistance, such as HDPE or acetal, helps prevent snags and prolongs part life.
Engineers may also incorporate metal inserts—bronze or brass—to reduce wear when the plastic is molded around them. Mechanical bonding through a positive fastening feature ensures a robust joint, while the metal’s low wear properties mitigate long‑term degradation.
Even though overmolding and two‑shot processes create chemical or mechanical bonds, adhesion failures can still arise, particularly with thermoplastic elastomers (TPE). Thin overlays (less than 1/16″) may cool too rapidly to bond properly, and disproportionate length‑to‑thickness ratios can promote curling or delamination.
To improve adhesion regardless of elastomer type, consider these strategies:
- Design an abrupt transition between the substrate and overlay to avoid thinning.
- Use a shut‑off to create a hard stop for the molten material and eliminate curling or potential tear points.
- Ensure adequate venting in the tool to prevent air from becoming trapped during overmolding.
- Keep inserts and substrates clean to facilitate better bonding.
- Preheat inserts to enhance adhesion strength.
Master injection mold material selection with SyBridge
Multi‑material injection molding delivers durable, integrated parts, but choosing the right polymer pairings demands expertise in chemistry, tribology, and design. A seasoned partner like SyBridge can guide you through material selection, design optimization, and production planning, ensuring reliable joints and high‑quality parts.
For questions about overmolding or two‑shot material compatibility, contact the designers at SyBridge today. With years of experience, we help product teams select the best materials for their next project. Let’s create something extraordinary together.
Industrial Technology
- Amplifiers: Harnessing Active Devices to Boost Power
- Maximize Savings on Your Next Custom Metal Fabrication Project
- Mastering PCB Design: A Comprehensive Guide for Professionals
- Electricity's Essential Role in Daily Life and Modern Society
- Six Proven Strategies for Accurate Warehouse Inventory Tracking
- 6 Proven Strategies to Optimize Your MRO Inventory Management
- Precision Casting: Key Insights into Smelting, Degassing, and Mold Shell Air Permeability
- Haptics Explained: Definition, Benefits, and Real-World Applications
- Designing a Practical Differential Amplifier with Controlled Gain
- Injection Molding vs RIM: Choosing the Right Process for Complex Designs