


Injection Molding Part Design: Mastering Draft Angles for Seamless Ejection
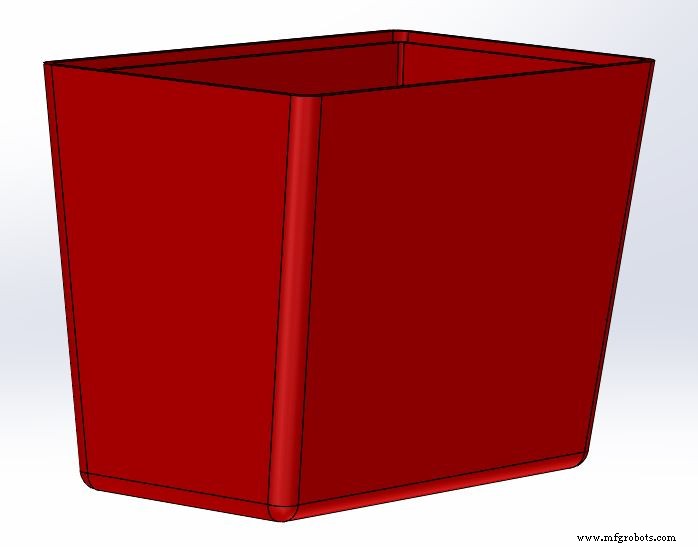
Drafting is essential for injection‑molded parts. By angling sidewalls slightly, the part can be released from the metal mold without sticking or damaging freshly formed surfaces.

Drafting impacts a part’s appearance, fit, and assembly. Designers and mechanical engineers must weigh design intent, part alignment, and manufacturing feasibility from the earliest stages.
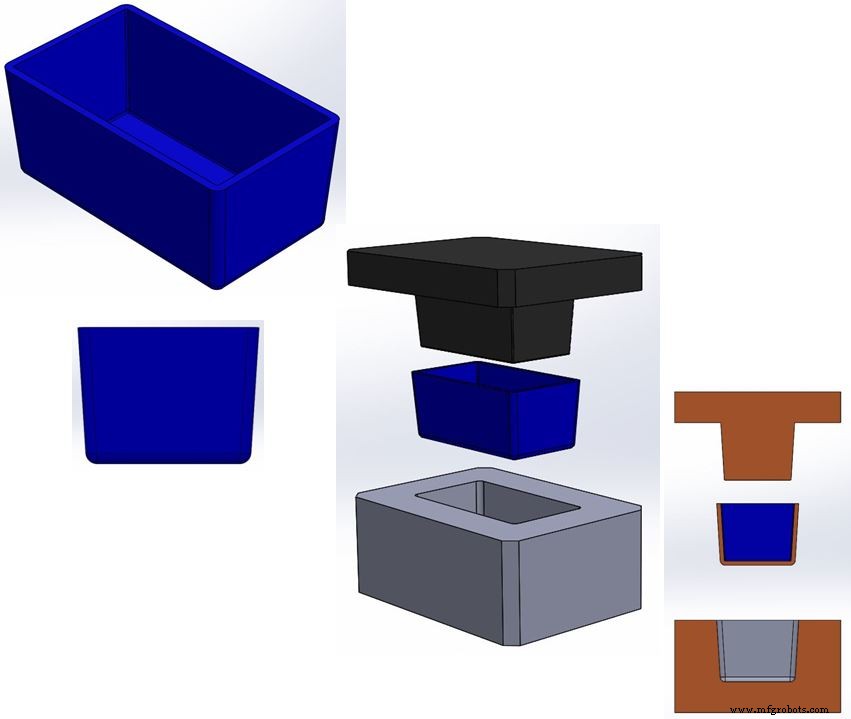
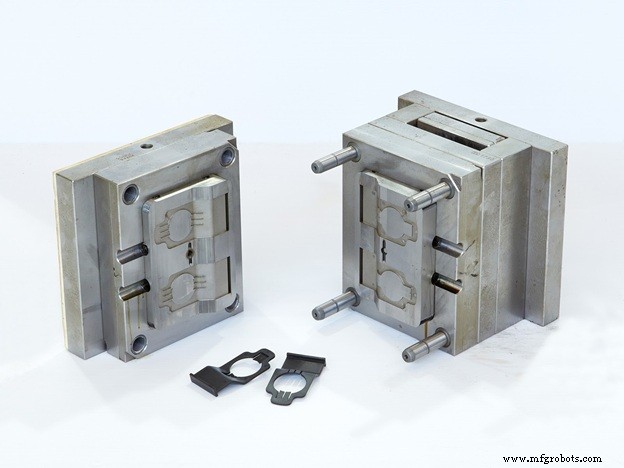
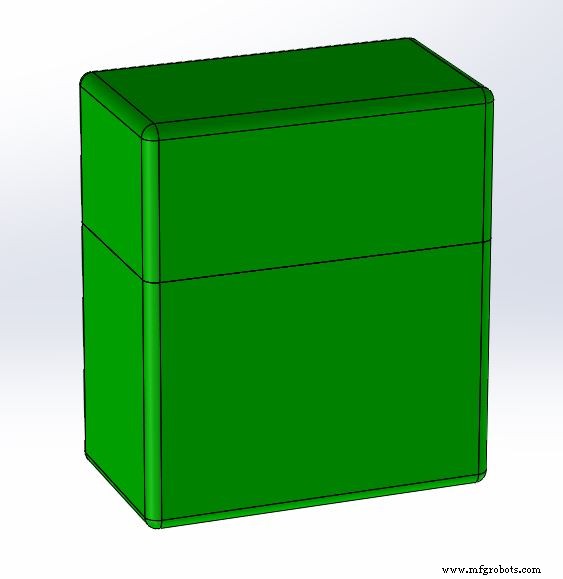
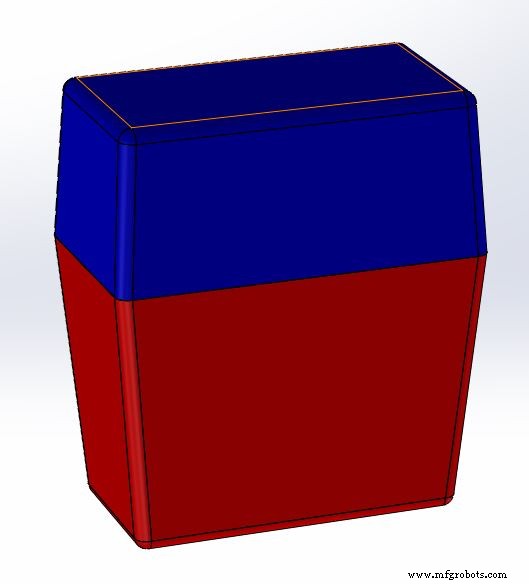
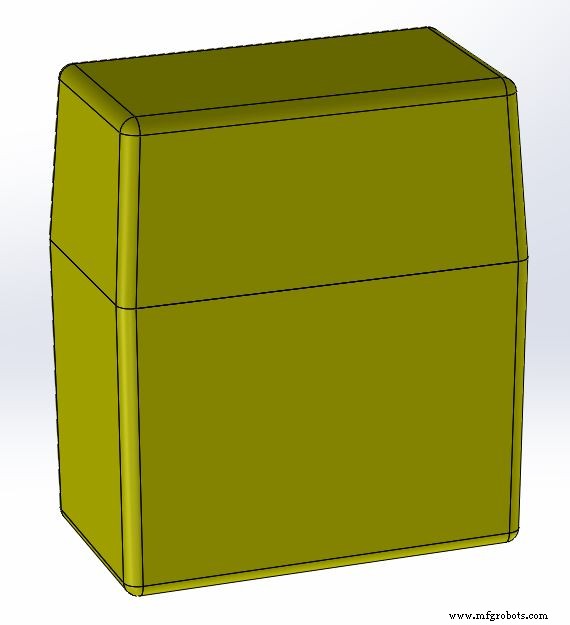
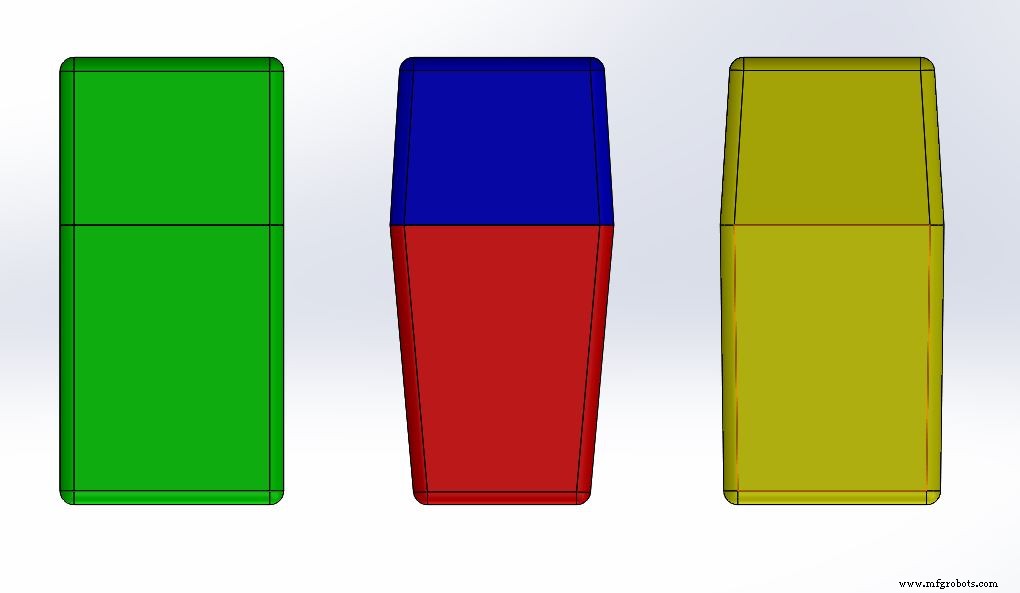
Injection‑molded parts form in a large metal cavity created by two halves of the mold. Molten plastic is pushed under pressure; when it cools, the mold halves separate and eject the part. The greater the draft on sidewalls, the easier and faster the ejection.
Texture or pattern on a molded surface introduces high and low spots. A low spot requires a raised feature in the mold that can catch the part if the draft is insufficient. Therefore, deeper textures often demand more draft.
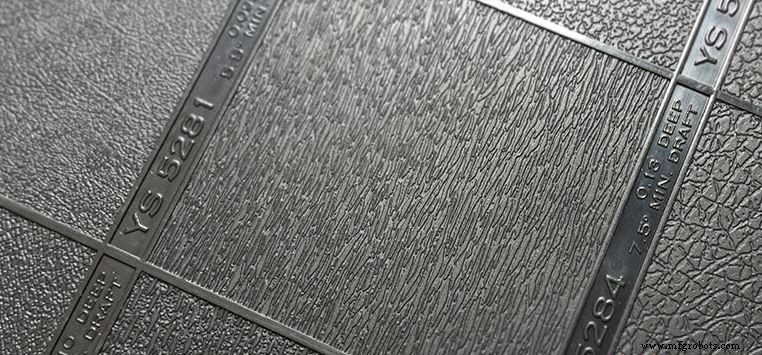
A common guideline is 1.0–1.5° of draft for every 0.001 in. of texture depth. Interior walls often need higher angles because shrinkage increases drag as the part cools. Some molders recommend additional draft to reduce finish risk, prevent sticking, and improve cycle times—benefiting their profit margins.
More draft isn’t always better. Tight‑fitting designs, clearance to internal components, or a sleek, parallel‑wall aesthetic may require minimal draft, which can raise tooling costs and complicate finish retention.
Finding the right balance involves compromise. Draft requirements depend on material, cycle time, de‑molding challenges, and finish. The goal is a solution that satisfies all stakeholders, even if that means adjusting one aspect.
Collaborating with the industrial design team, client, and molder can reduce texture depth or smooth the finish, which in turn lowers the required draft. Interior surfaces can also be made smoother to reduce draft without thinning walls excessively.
When texture is lightened or faded near alignment features, draft angles can approach zero, especially on low‑volume parts where cycle time is less critical and extra cooling allows the part to separate cleanly from the mold.
At our consultancy, we often encounter projects where a sketch‑stage design is handed off to an overseas contract tooler for the cheapest option. Clients then return to us for costly fixes. The solution is an integrated design approach that involves all stakeholders from the start, saving time, money, and ensuring the final product meets the intended look and function.
Product design of injection‑molded parts is truly a team effort. Involving engineers, designers, and molders throughout the process guarantees the best outcome—and faster time to market.
See More Like This: Undercuts, Sink Marks, Bosses
Manufacturing process
- Part 6: Managing Teams & Contract Manufacturers in Injection Molded Part Design
- Preventing Warpage in Injection‑Molded Parts: Design Strategies
- Designing Injection Molded Bosses: Balancing Strength and Molding Success
- Injection Mold Design – Part 2: Understanding and Eliminating Sink Marks
- How Plastic Injection Mold Manufacturers Drive Innovation & Quality
- The Critical Role of Draft Angles in Injection Molding Success
- Expert Guide: Eliminating Undercuts in Injection Molding for Seamless Part Release
- Master Draft Angles: Optimize Injection Molded Parts for Seamless Ejection
- Enhance Your Parts with Custom Injection Molding Features
- Mastering Injection Molding: Design Elements That Deliver Success