


Professional Wood Stain: History, Types, and Production
Background
Wood surfaces are frequently enhanced with stains to highlight natural grain, add depth, or mask imperfections.
Stain is a blend of dyes and pigments suspended in a solvent. Soluble dyes dissolve, letting grain shine through, while insoluble pigments scatter light and soften the grain. Because pigments can settle, frequent stirring is essential to keep the color uniform and prevent streaking or clouding.
Stains come in a spectrum of transparencies—from very light, semi‑transparent finishes that enhance the grain, to dark, nearly opaque coats that cover it entirely. The solvent determines the stain’s behavior and finish. Common solvents include alcohol (often called non‑grain‑raising stain), water, and oil. Oil stains dominate the market and are familiar to hobbyists and professionals alike.
Oil stains fall into two categories: penetrating and wiping. Penetrating stains soak into the wood and can fade or bleed over time, whereas wiping (pigmented) stains sit on the surface, offering a more consistent color and no streaks.
Regardless of solvent, stains only affect the top layers of wood. They can be stripped and sanded away, revealing the original grain. A protective finish—such as varnish, shellac, polyurethane, or acrylic—is required to lock in color and protect against moisture, scratches, and dirt.
History
Woodworkers have used natural pigments and dyes for centuries. Early methods involved soaking iron nails in vinegar for a dark gray finish or tobacco in ammonia and water for brown tones. Initially, stains were simply thinned paints that produced opaque color.
Mass production began over a century ago, and by the 1920s American companies such as Pratt & Lambert pioneered a wide range of oil stains, actively marketing their products and shaping modern wood finishing.
Recent advances have expanded solvent‑based options. Water and alcohol stains are now preferred for their lower environmental impact compared to mineral spirits. Manufacturers also offer semi‑transparent colors, synthetic pigments for consistent hue, and gel stains that thicken the mixture to prevent drips and splatter.
Raw Materials
Water‑based stains use water as the solvent and incorporate water‑soluble aniline dyes to provide color. Alcohol stains (non‑grain‑raising) employ alcohol or glycol, with alcohol‑soluble aniline dyes that dry almost instantly, setting the color as applied.
Oil stains rely on mineral spirits as the solvent and linseed oil as the binder. Mineral spirits control viscosity and aid application, but are volatile—unused solvent can ignite if not handled properly. Linseed oil is treated with acids to limit deep penetration, ensuring a uniform surface finish. Pigments—typically iron oxide—are added in pre‑measured bags, while metallic salts help the oil oxidize and dry. Proprietary thickeners further regulate penetration and consistency.
The Manufacturing Process
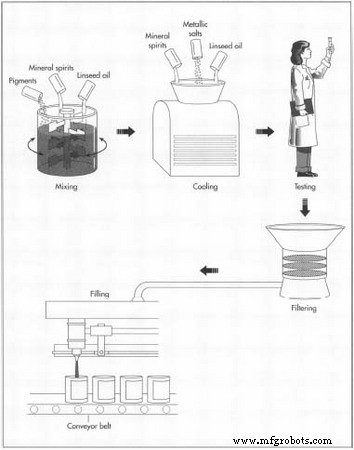
- Initial mixing: Linseed oil (about half of the required quantity) is pumped into a tank, followed by mineral spirits and pre‑measured powdered pigments. The blend is carefully balanced to achieve the desired tone and depth.
- Grinding: A high‑speed agitator—essentially a saw‑tooth blade—stirs the slurry for approximately 20 minutes, ensuring even pigment distribution and raising the mixture’s temperature.
- Cooling and thinning: Additional linseed oil, mineral spirits, and metallic salts are added to lower the viscosity to the target level for a wiping stain. A typical batch is around 250 gal (946 L).
- Filtration: The mixture passes through one or two filtration stages to remove any sediment, resulting in a clear, lump‑free liquid. From start to finish, the process can take up to 2.5 hours.
- Packaging: The clarified stain is transferred to a filling station where automated sensors determine when each can reaches the correct volume. Cans are then labeled, boxed, and prepared for shipment.
Quality Control
Oil‑based stain production is a precision process. Every component—thickener, linseed oil, pigments—is measured against strict specifications. Mixing equipment must maintain consistent agitation, and final batches are tested for viscosity, density, and color match before release.
Byproducts / Waste
Mineral spirits are a combustible solvent with a high flash point. Unused solvent is typically reclaimed and recycled into the production line. Contaminated or unusable solvent is treated as hazardous waste and disposed of in compliance with federal regulations at licensed facilities.
The Future
As regulations tighten around mineral spirits and linseed oil, many woodworkers are turning to water‑based stains for their lower environmental footprint. Water stains penetrate deeper but often require multiple coats to achieve the richness of a single oil coat. They also raise the grain, which can be undesirable for a smooth, even surface before topcoating.
The industry is actively exploring greener alternatives and refining existing formulations to balance performance, safety, and sustainability.
Manufacturing process
- Charcoal Briquettes: From Ancient Fuel to Modern BBQ Staple
- Chopsticks: History, Craftsmanship, and Environmental Impact
- Fiberboard (MDF) Production: Process, Quality, and Future Trends
- Understanding Lumber: Production, Types, and Industry Insights
- Advanced CNC Wood Machining Centers for Precision 3D Work
- Plastic vs. Wood Pallets: Selecting the Optimal Choice for Your Supply Chain
- Understanding Pressed Wood: Composition, Uses, and Benefits
- Pear Wood: Properties, Uses, and Benefits
- Understanding Fiberboard: Composition, Uses, and Advantages
- Wood: Key Properties for Construction & Design