


Paintbrushes: Types, Materials, and Manufacturing Process Explained
Background
A paintbrush is a handheld tool designed to apply paint, sealers, or varnishes to various surfaces. Its construction includes filaments that absorb the coating, a ferrule—a metal band that secures the filaments to the handle—and a spacer plug that creates a reservoir for paint. The handle, typically made of wood or plastic, provides balance and comfort during use. Paintbrushes are categorized by user: consumer‑grade for homeowners, professional‑grade for house painters, and artistic‑grade for fine art painters.
Quality varies with component materials. Filaments can be animal bristle (e.g., hog, squirrel, goat, ox, badger, horse‑hair, sable) or synthetic (acrylic, polyester, nylon, amalon). Sable brushes are the most expensive and are reserved for delicate hand painting. Synthetic filaments come in solid extrusion, X‑shaped, or hollow constructions, each offering different performance, durability, and cost. Handles are often wood for professionals and plastic for DIY users. Epoxy— a two‑part adhesive—locks the filaments within the ferrule, while the spacer plug keeps a paint reservoir in place.
History
Paintbrushes are a relatively recent invention, with significant development in the 19th century. Early brushes used natural materials such as rattan, whalebone, or wood shavings before the advent of synthetics. Until about 1830, most high‑quality brushes were imported. The first American manufacturers emerged shortly thereafter, employing manual mixing, hand‑gluing, and unmechanized processes. Over the next five decades, specialized machinery for mixing, finishing, tapering, and gluing was introduced, though fine brushes are still often hand‑assembled for quality and cost.
Raw Materials
The filament may be animal hair—commonly hog bristle—or synthetic. Natural hairs include squirrel, goat, ox, badger, horse‑hair, and the premium sable. Sable is hand‑crafted and used for fine art. Synthetic filaments are produced by extrusion, forming acrylic, polyester, nylon, or amalon. Choice of filament depends on the paint type: water‑based paints (e.g., latex) perform better with synthetic filaments. The ferrule is typically tin‑coated steel, while the spacer plug can be wood or cardboard. Handles may be wood (preferred by professionals) or plastic (common among DIY users).
Manufacturing Process
The following steps outline the production of a consumer‑grade hog bristle brush with a plastic handle.
1. Mixing the Bristle
- Bristles arrive in small bundles of uniform length and taper. These bundles are untied and combined on a conveyor that folds and shuffles the bristles, aligning them in a single direction. The process takes about ten minutes.
2. Picking the Bristle and Adding a Ferrule
- The mixed bristle is fed into a machine that removes the exact weight needed for a specific brush size, then inserts it into a metal ferrule that hides the attachment point and adds strength.
3. Adding the Plug
- On a conveyor, a wooden or cardboard plug is automatically inserted into the butt end of the ferrule, creating a paint reservoir. The bristle and plug are patted to ensure they sit flush with the ferrule’s top edge.
4. Epoxying the Bristles
- Brush heads are removed, placed on racks with the ferrule end up, and brought to a gluing station. A worker injects epoxy into the butt end using a hand‑operated pump. The brush head is complete in about two minutes.
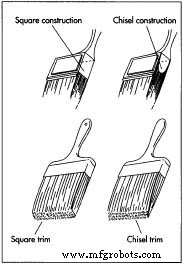
- Mass‑produced brushes are squared or chiseled; chiseled bristles usually indicate higher quality. Hand‑assembled brushes for artists can be more expensive.
5. Finishing the Bristles
- After epoxy drying, the brush head is cleaned to remove loose hairs. The ends are feathered or split to improve paint pickup and reduce visible brush strokes. Tapering may also be applied using a sanding wheel and clippers. The brush is left to air dry overnight.
6. Making the Handles
- Plastic handles are injection‑molded in a two‑half mold. Molten plastic is injected, hardened, and the mold opened. Handles are often produced in series and then shipped to the brush‑making department.
- Handles are attached via a stringer or small connecting piece that is broken to release the handle. No additional finishing is required.
7. Attaching the Handles
- Dry brush heads are stacked and automatically inserted onto molded handles. The ferrule is clamped against the handle, then secured by a machine‑driven nail, rivet, or crimp, ensuring a firm connection.
8. Packaging
- Finished brushes are individually packaged by the same machine that attaches handles. Some brushes are sold with minimal packaging or in bulk bins. Packaging often consists of a small cardboard sleeve that does not extend the brush’s length.
Quality Control
Brush quality is determined by material selection and construction techniques. Even lower‑grade brushes are made from carefully inspected filaments and undergo rigorous mixing, finishing, and drying steps. Brush inspectors monitor each stage of production, and many American plants encourage on‑line visual checks, allowing employees to remove defective units. The result is a brush that performs consistently across applications.
Byproducts & Waste
Primary byproducts include dust from mixing, plastic scraps, and cardboard waste. Factories use automatic vacuum systems and ducted epoxy filtration to minimize inhalation risks. Most components are recyclable: plastic handles, bristles (for remixing), and wood plugs. The ferrule may not be recyclable. No harmful solvents are used in the manufacturing process.
Manufacturing process
- From Edison’s Lamp to the Audion: The Early Evolution of Vacuum Tubes
- The Triode: A Cornerstone of Vacuum Tube Technology
- Halogen Lamps: Technology, History, and Future – Expert Insight
- Resin vs Filament: Cost Comparison for FDM and SLA 3D Printers
- Understanding 3D Filament Glass Transition Temperatures & How to Optimize Them
- Quick Guide to Untangling Knotted 3D Printer Filament Spools
- Master 3D Printing with Wood Filament: Techniques & Benefits
- Drying PETG Filament: Simple Steps for Clear, Strong 3D Prints
- Choosing the Right Filament: 1.75 mm vs 3 mm – Which is Best for Your 3D Printer
- Polymaker’s PolyTerra: Sustainable PLA Filament for Eco‑Friendly 3D Printing