


Steel Pipe: Types, History, and Modern Manufacturing
Steel pipes are long, hollow tubes that serve as the backbone of countless infrastructure systems. They are produced via two distinct processes—welded or seamless—each beginning with raw steel cast into a workable form. The steel is then either stretched into a seamless tube or its edges are joined and sealed with a weld. Since the early 1800s, these methods have evolved into the highly efficient, continuous processes used today, producing millions of tons of steel pipe annually and making it the most widely used product in the steel industry.
Thanks to their strength and lightweight nature, steel pipes are indispensable in a variety of settings: underground water and gas distribution, protection of electrical cables, bicycle frames, automotive components, refrigeration and heating systems, plumbing, flagpoles, street lamps, and even medical equipment. Their versatility continues to drive demand across sectors.
History
Human ingenuity has harnessed tubular structures for millennia. Ancient agriculturalists diverted water using reed and clay tubes; Chinese engineers employed reed pipes as early as 2000 B.C., while European lead pipes appeared in the 1st century A.D. Tropical societies used bamboo, and colonial Americans turned to wood. Boston’s first waterworks in 1652 utilized hollow logs.
The modern welded steel pipe traces its roots to 1815 when William Murdock created a coal‑burning lamp system that required long metal tubes. By 1824, James Russell patented a method that joined heated iron strips, but it was Comelius Whitehouse’s 1825 butt‑weld process that laid the foundation for today’s production. The first U.S. plant employing this technique opened in Philadelphia in 1832.
Continuous production was introduced in 1911 by John Moon, enabling plants to manufacture pipe in an unending stream—a significant efficiency leap. Meanwhile, seamless pipes emerged in the late 1800s, first produced by drilling a hole through a solid cylinder. The 1895 plant that produced the first seamless tubes met the growing demands of the bicycle and later automobile industries, which required thin‑walled, high‑strength pipes for gasoline and oil lines.
Early seamless production in 1840 involved drilling a center hole in a billet—an inefficient process that produced uneven walls. An 1888 patent improved this by casting a billet around a fire‑proof brick core, removing the core to leave a clean hole. Modern roller techniques have since replaced these early methods.
Design
Steel pipes come in two main varieties: seamless and welded. Seamless tubes are lighter with thinner walls, ideal for bicycles and liquid transport. Welded tubes, which feature a single seam along their length, are heavier and more rigid, offering consistent straightness and are commonly used for gas pipelines, electrical conduits, and plumbing where high stress is not anticipated.
Key characteristics—diameter, wall thickness, steel grade, length, coating, and end finish—are carefully controlled during production to meet specific application requirements. Diameters range from microscopic hypodermic needle tubes to large municipal gas mains.
Raw Materials
Steel, primarily iron alloyed with elements such as aluminum, manganese, titanium, tungsten, vanadium, and zirconium, is the core raw material. Additional finishing agents may be applied, including light oil for protection or sulfuric acid during cleaning. Paint or zinc coatings are commonly used to prevent corrosion.
The Manufacturing Process
Steel pipe production follows a three‑stage framework: converting raw steel into a workable form, forming the pipe on a continuous or semi‑continuous line, and final cutting and customization.
Ingot Production
- Molten steel is produced by melting iron ore and coke in a furnace, then purging excess carbon with oxygen. The liquid steel is poured into thick‑walled molds to cool into ingots.
- Ingot shaping—through massive rollers—produces flat products (plates, sheets) or long items (bars, rods).
Producing Blooms and Slabs
- Blooms are formed by passing ingots through grooved “two‑high” or “three‑roller” mills, which squeeze and elongate the steel. Operators reverse the rollers to thin the material further, while manipulators ensure even processing.
- Slabs are similarly rolled, with side rollers controlling width. After shaping, uneven ends are trimmed, and the pieces are cut to size.
Further Processing
- Blooms become billets via additional rolling. Billets are then cut by synchronized flying shears, producing long, narrow pieces that will later form seamless pipes.
- Slabs are heated to 2,200 °F (1,204 °C) to form an oxide scale, which is removed by a scale breaker and high‑pressure water spray. They are then stretched in a hot mill—often half a mile long—into thin strips called skelp, converting a 6‑in (15.2 cm) thick slab into a quarter‑mile‑long ribbon in roughly three minutes.
- Post‑stretching, steel is pickled in sulfuric‑acid baths, rinsed, dried, and wound on large spools for transport to pipe‑making facilities.
Pipe Making
- Skelp is unwound and heated before passing through grooved rollers that curl its edges, forming an unwelded pipe. Welding electrodes then seal the ends, and a high‑pressure roller ensures a tight seam. Depending on size, welded pipes can be produced at up to 1,100 ft (335 m) per minute.
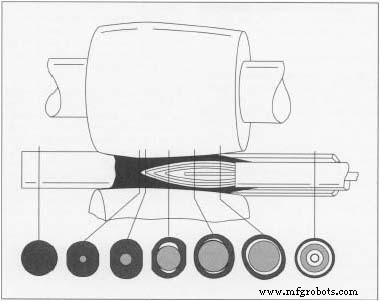
- For seamless pipes, square billets are heated and molded into a cylinder, then rolled with extreme pressure to stretch the billet and create a central hole. A bullet‑shaped piercer ensures a smooth, regular opening. Subsequent rolling aligns wall thickness and shape.
Final Processing
- Post‑forming, pipes may undergo straightening, joint fitting (threading for small diameters), and dimensional measurement. Quality data is stamped on each pipe. Protective oil is applied, and many pipes receive galvanizing or zinc coatings to resist rust. Specialized paints may be added based on application needs.
Quality Control
Advanced x‑ray gauges continuously monitor wall thickness by comparing the test pipe against a reference. Variations automatically adjust rolling pressures. At line end, pressure tests fill the pipe with water and apply pressure to confirm integrity; defective units are scrapped.
Manufacturing process
- Amber: From Ancient Resin to Scientific Treasure – History, Properties, and Modern Uses
- The Guillotine: History, Design, and Legacy
- Silicon: Properties, Production, and Market Outlook
- Steel Wool: History, Production, and Safety Insights
- The Ukulele: From Portuguese Roots to Modern Craftsmanship
- The Complete Guide to the U.S. Chicken Industry: History, Production, and Quality Control
- Compost: The Ultimate Soil Enrichment Solution
- Gelatin: From Ancient Protein to Modern Applications – Production, Uses, and Safety
- Understanding Steel Pipes: From Manufacturing to Infrastructure
- What Is Galvanized Steel Pipe? | Benefits, Uses, and History