


The History, Materials, and Craftsmanship of Wooden Clogs
Background
Wooden clogs—known as sabots in France and klompen in the Netherlands—were the primary footwear of agricultural workers from the 14th to the early 20th century. Their robust construction protected feet from mud, wet conditions, and the sharp tools of the field. While French clogs often combined wood with leather, the classic Dutch design was purely wooden, offering superior water resistance for the country’s marshy terrain. During World War I, soldiers adapted the design into “sabotines,” a hybrid of wood and leather for trench use.
With the rise of industrialized leather and rubber production, wooden clogs fell out of everyday use. Yet they persist among Dutch farmers, fishermen, and steel factory workers. The 1960s saw a revival across Europe and North America, where clogs transitioned from functional work shoes to fashion statements. Modern variants typically feature a leather upper atop a wooden sole, while fully rubber clogs remain popular for gardening.
Raw Materials
Traditionally, clogs are crafted from three hardwoods: European willow, yellow poplar, and tulip poplar. These species are prized for their hardness and natural water resistance. Lumber is used immediately after felling—no chemical treatments are applied—though some finished shoes may receive a protective varnish or decorative paint.
The Manufacturing Process
Historically, every clog was hand‑carved by skilled artisans or by the wearers themselves. Modern factories combine traditional methods with mechanized steps to increase output while preserving quality.
Making the Blanks
- 1. Trees are felled and cut into logs, then debarked. The logs are sawn into rough rectangular blocks—blanks—whose dimensions vary with shoe size. A men’s size 8, for example, typically starts from a block measuring 14.5 x 5.25 x 5.25 in (37 x 13.3 x 13.3 cm).
Shaping
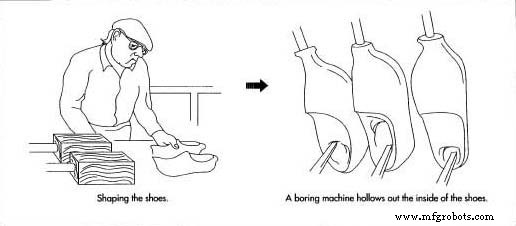
- 2. Blanks are placed in a shaper (also called a copier or duplicator). Using a vinyl pattern shoe for each size, the operator locks the pattern into the machine and traces its outline with electrically powered cutters. The blanks rotate in opposite directions, allowing a left and right shoe to be carved simultaneously.
Carving the Interior
- 3. Carved blanks move to a dual‑action borer, equipped with a three‑pronged cutting tool. The central prong acts as a tracer inside a vinyl pattern shoe; the side prongs are sharp scoops that remove excess wood. This step yields the interior shape, leaving roughly 0.25 in (0.64 cm) of surplus material around the edges.
Refining
- 4. An automatic refiner follows the vinyl pattern, trimming the interior to a smooth finish and removing the final 0.25 in (0.64 cm) of material. The result is a shoe ready for minimal finishing.
Drying
- 5. Shoes are air‑dried for four to six weeks, either in a dry storeroom or in a low‑temperature furnace that circulates warm, dry air. This curing process drives moisture out of the wood, hardening the clogs.
Finishing
- 6. After drying, artisans lightly sand the interior and exterior. Once fully dry and sanded, the clogs are complete and ready for wear. Decorative clogs may then be painted or varnished.
Manufacturing process
- 6 Essential Woodworking Joints Every Craftsman Should Master
- The Complete Horseshoe Handbook: Types, History & Manufacturing Secrets
- The Evolution and Design of Modern Running Shoes
- Create a Stunning Wooden Christmas Tree with a CNC Router – Step‑by‑Step Guide
- Transform Your Walls with CNC‑Milled Wooden Chair Rails
- Create a Modern Wooden LED Clock with Arduino Nano and DS3231 RTC
- Fine-Tuning Running Shoes for Peak Performance
- Top Durable Alternatives to Wooden Pallets for Safer, Cleaner Shipping
- Designing a 3D‑Printed Shoe: Expert Guidance from Fast Radius
- Brake Shoe Seam Welder: Expert Guide to Safe Welding