


The Evolution and Design of Modern Running Shoes
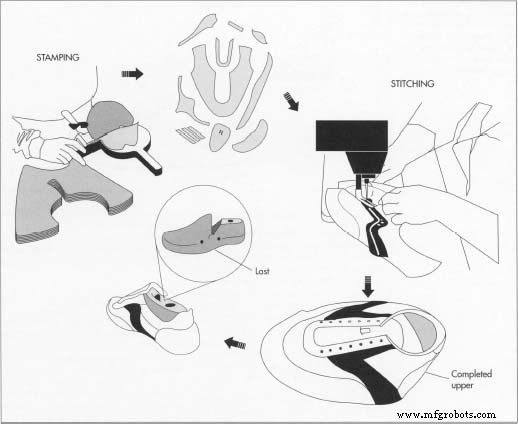
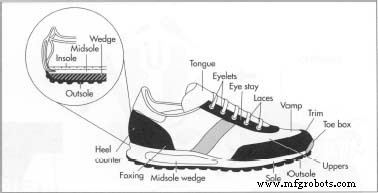
While most footwear merely protects the foot, the running shoe goes well beyond that baseline. Its evolution over the last decade and a half reflects a growing emphasis on health, performance, and everyday comfort for a population increasingly aware of the benefits of running. The roots of competitive running trace back to ancient Greece, where athletes competed barefoot or in simple sandals. By the Roman era, messengers wore thin‑soled sandals that foreshadowed modern trail shoes. For centuries leather dominated because of its durability, but the first shoes engineered specifically for running were not recorded until 1852, when a race featured runners wearing spiked soles. The 1900s saw the birth of the first “sneaker” – a canvas upper with a rubber rim made possible by Charles Goodyear’s 1839 vulcanization breakthrough. Vulcanized rubber absorbed impact on hard surfaces, yet its lack of durability meant leather re‑entered the market. Leather, however, introduced its own problems: it was costly, prone to chafing, and required chamois liners for protection. A Scottish entrepreneur, known as "Old Man" Richings, alleviated this issue by inventing a seamless toe box that minimized friction and kept the toes free from rubbing. In 1925, German shoemaker Adolph Dassler pivoted to athletic footwear, founding a company with his brother Rudolph that produced shoes with arch support and speed lacing. Their high‑quality designs attracted Olympians, including Jesse Owens, who reportedly wore Dassler shoes during the 1936 Munich Games. The brothers later split into Adidas and Puma. Mid‑century manufacturers such as Hyde Athletic, primarily a football‑shoe producer, introduced running models featuring kangaroo leather uppers, welt construction, elastic gore closures, and crepe‑rubber soles. A notable example from 1951 is the “Tiger” shoe worn by the Japanese runner who won the Boston Marathon, modeled after a traditional Japanese sandal that separates the big toe from the others. The 1960s brought a research‑driven era. New Balance began studying how running stresses the foot, resulting in orthopedic designs that incorporated rippled soles and wedge heels for shock absorption. As joggers demanded lighter yet supportive shoes, nylon – invented during World War II – replaced heavier leather and canvas. Today, running shoes are ubiquitous, even on office workers who prioritize comfort. In 1990, U.S. consumers spent $645 million on 15 million pairs, most of which were bought for everyday comfort rather than competitive running. A modern running shoe comprises three primary sole layers: insole, midsole, and outsole. The insole is a thin sheet of engineered ethylene vinyl acetate (EVA). The midsole – the primary cushioning component – varies by brand but typically consists of polyurethane surrounding either gel, liquid silicone, or polyurethane foam, sometimes encasing compressed‑air capsules. Outsoles are usually made of carbon rubber (hard) or blown rubber (soft), with manufacturers tailoring textures for traction and durability. The upper is usually crafted from synthetic fabrics such as artificial suede or nylon weave, sometimes reinforced with plastic slabs or boards for shape. Leather overlays or nylon overlays with leather attachments are common. Laces are generally cloth threaded through plastic eyelets; metal nails have largely been replaced by an adhesive called cement lasting that bonds all components together. The past 15 years have seen a paradigm shift toward anatomy‑based design. Engineers use high‑speed video and computer modeling to analyze limb movement, terrain impact, and foot positioning. Runners are classified as pronators (inward roll) or supinators (outward roll). Data on pressure points, friction patterns, and impact forces feed into algorithms that dictate cushioning placement, midsole geometry, and outsole tread. Prototypes are iterated on real runners before mass production. A running shoe can contain up to 20 distinct parts, but the core components are the upper (top and sides) and the bottom (sole). Clockwise from the front of the upper: the featherline, vamp (toe box), throat (with eye‑stay and lacing), tongue, side reinforcements (saddle or arch bandage), collar (often with Achilles tendon protector), and foxing (rear shape). The heel counter—a plastic cup—supports the heel inside the collar. The bottom consists of the outsole, midsole, and wedge. The outsole is shown in the image below. Manufacturing begins with die‑cutting the upper pieces, then stitching or cementing them together. The resulting shell resembles a hat, with excess material called the lasting margin folded underneath during bonding. The upper is heated and fitted around a plastic mold called a last. A lasting machine pulls the upper over the last, and a cement nozzle bonds the upper to the insole board. The midsole and outsole are then layered, aligned, and cemented to the upper, creating a unified shoe structure. Final inspection removes excess cement and checks for defects. Shoemaking remains labor‑intensive. Precision at every stage is essential; shortcuts compromise quality. Slip‑lasted shoes, which lack an insole board, are less common than cement‑lasted shoes that use a separate insole board bonded to the upper. Completed shoes undergo quality testing by the Shoe and Allied Trades Research Association (SATRA). Inspections target lasting quality, cement bonding, and stitching accuracy. Manufacturers employ SATRA‑approved testing to evaluate material integrity. Inspectors examine lasting, cement bonds, and stitching. Emerging tests will also assess shock‑absorption performance, addressing the injury risks associated with repetitive foot impact. Over the next decade, refinements will focus on lighter materials, enhanced support, and integrated technology. Global standardization of shoe sizing is expected, along with increased use of gel and air cushioning systems. Micro‑chips embedded in future models will capture biomechanical data for download and analysis. Battery‑powered lighting for evening joggers is already emerging. As consumers continue to invest in comfort, everyday shoes will increasingly adopt running‑shoe design principles to capture this lucrative market.
Background
Raw Materials
Design
The Manufacturing Process
Shipping and Stamping Fabric
Assembling the Upper and Insole
Attaching Upper and Bottom Parts
Quality Control
The Future
Manufacturing process
- The Complete Horseshoe Handbook: Types, History & Manufacturing Secrets
- The Craft and Science Behind Everyday Shoelaces
- The History, Materials, and Craftsmanship of Wooden Clogs
- Launching Qt on STM32 MCUs with Embox RTOS: A Practical Performance Walkthrough
- Fine-Tuning Running Shoes for Peak Performance
- From Scout Camp to Boardroom: How a Hiking Trip Transformed My Leadership
- Designing a 3D‑Printed Shoe: Expert Guidance from Fast Radius
- Running Bond Explained: The Essential Bricklaying Technique
- Brake Shoe Seam Welder: Expert Guide to Safe Welding
- Elevate Your Game: 3D-Printed Shoes for the Super Bowl