


Flour Production: From Ancient Milling to Modern Quality Assurance
Background
Flour is a finely ground powder derived from grains or other starchy plant foods and is the cornerstone of modern baking. While a variety of crops can produce flour—wheat, barley, corn, rye, and others—the industry’s standard remains wheat. Wheat flour’s high gluten content, an elastic protein matrix, gives bread dough its ability to trap leavening gases and rise to a light, airy texture.
Flour production dates back to prehistoric times, when early humans ground grain between stones. Traditional tools included the mortar and pestle, saddlestone, and quern—hand‑operated devices that set the foundation for later innovations.
The millstone, a later evolution, combined a vertical disk with a horizontal one, allowing continuous grinding. Romans introduced water wheels to power these stones, while by the twelfth century, European windmills further automated the process.
North America’s first mill appeared in Boston in 1632, powered by wind. Subsequent mills relied on water, making Philadelphia a pivotal milling hub in the early United States. Oliver Evans’ fully automated mill near Philadelphia (1784) and the shift to Minneapolis with the rise of railroads marked the next industrial leap. Throughout the nineteenth century, technological breakthroughs—such as Edmund La Croix’s 1865 middlings purifier and the 1878 introduction of roller mills—revolutionized flour quality and efficiency. Modern milling still employs these core technologies.
Raw Materials
While wheat dominates, flour can be made from barley, buckwheat, corn, lima beans, oats, peanuts, potatoes, soybeans, rice, and rye. Wheat varieties are classified as hard (11–18% protein) or soft (8–11% protein). Hard wheat flour is preferred for bread due to its higher gluten, whereas soft wheat flour yields tender cakes and pastries. All‑purpose blends combine both types. Durum wheat, a hard variety, produces semolina for pasta.
Flour may contain trace additives: bleaching agents (e.g., benzoyl peroxide) for whiteness, oxidizing agents (potassium bromate, chlorine dioxide, azodicarbonamide) to improve baking performance, and self‑rising flour that includes salt and calcium phosphate. Nutritional enrichment—adding iron and B‑vitamins such as thiamin, riboflavin, and niacin—is mandated in most jurisdictions to compensate for nutrient loss during milling.
The Manufacturing Process
Grading the Wheat
- 1. Upon arrival, wheat is inspected and sampled for physical and chemical characteristics. Protein content, the most critical parameter, determines the grain’s suitability for different flour types. Wheat of identical grade is stored together in silos until required.
Purifying the Wheat
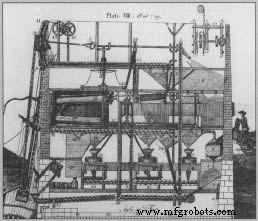 An illustration from The Young Millwright and Miller’s Guide, depicting the processes of an automated grain mill.
(From the collections of Henry Ford Museum & Greenfield Village.)
An illustration from The Young Millwright and Miller’s Guide, depicting the processes of an automated grain mill.
(From the collections of Henry Ford Museum & Greenfield Village.)
Oliver Evans, the miller‑turned‑engineer, published “The Young Millwright and Miller’s Guide” in 1795, outlining the first fully automated grain‑milling line. His system eliminated manual intervention and introduced the concept of an integrated factory—an idea that would later inspire Henry Ford’s assembly line.
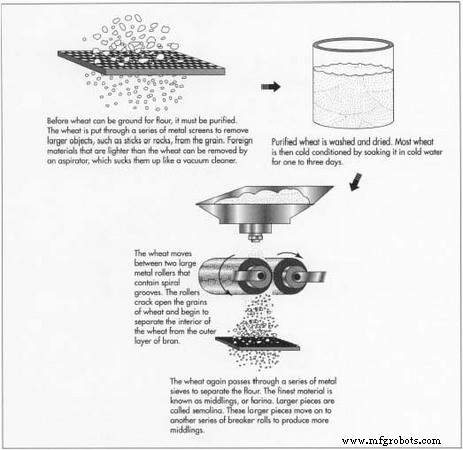
- 2. Before grinding, wheat must be free of foreign matter. Multiple cleaning stages, each followed by inspection, ensure purity.
- 3. The separator uses metal screens to remove large debris such as sticks and stones.
- 4. An aspirator acts like a vacuum cleaner, pulling out lighter contaminants.
- 5. A disk separator moves wheat over indented disks; grains the same size as wheat pass through, while smaller or larger particles are removed.
- 6. A spiral seed separator exploits the oval shape of wheat grains versus round seeds. As the cylinder spins, wheat heads toward the center and round seeds drift to the sides for removal.
- 7. Additional methods include magnetic separators for metal, scourers for dirt and hair, and electronic color‑sorting machines to exclude non‑white material.
Preparing the Wheat for Grinding
- 8. After purification, wheat is washed in warm water and then spun dry in a centrifuge to eliminate residual foreign matter.
- 9. Moisture control, known as conditioning or tempering, adjusts the outer bran layer for efficient removal during grinding. Water is typically added rather than removed.
- 10. Cold conditioning involves soaking wheat at 4–10 °C for 1–3 days; warm conditioning uses 46 °C for 60–90 min followed by a day’s rest; hot conditioning, at 60 °C for a short period, is rarely used. Steam conditioning offers an alternative, and excess moisture can be removed by vacuum dryers.
Grinding the Wheat
- 11. Wheat of varied grades and moisture levels is blended to create a batch with the desired characteristics. An Entoleter, a high‑speed disk device, crushes grains that are unsuitable for grinding.
- 12. The breaker rolls—two large metal rollers of differing sizes and speeds—crack grains, separating the interior from the bran. The resulting material passes through sieves, yielding middlings (fine flour), semolina (coarse product), and bran‑attached pieces. Multiple breaker sets are employed to produce sufficient middlings.
- 13. The middlings purifier employs a vibrating screen; air lifts lighter bran particles, allowing middlings to pass for further refinement.
- 14. Final grinding uses large, smooth rollers. After each pass, sieves of varying fineness (metal wire for coarse, nylon or silk for fine) separate flour grades. Through repeated sifting and regrinding, multiple flour types are produced and blended as required.
Processing the Flour
- 15. Post‑milling, minimal bleaching and oxidizing agents are added, followed by mandatory vitamin and mineral enrichment. Self‑rising flour incorporates salt and leavening agents. The flour matures for 1–2 months to allow flavor development.
- 16. Packaging ranges from 2, 5, 10, 25, 50, or 100 lb cloth bags (≈ 0.9–45 kg) to industrial containers: 3,000 lb metal tote bins (≈ 1,361 kg), 45,000 lb truck bins (≈ 20,412 kg), and 100,000 lb railroad bins (≈ 45,360 kg).
Quality Control
Quality control begins at wheat reception, where protein and ash (mineral) content are measured. Throughout purification, sampling guarantees contaminant removal. Milling equipment undergoes rigorous cleaning: hot steam, ultraviolet light, and antimicrobial treatments eliminate microbial threats, followed by hot‑water rinses to remove residues.
Final flour is evaluated in test kitchens for baking performance, ensuring it meets its intended applications. Regulatory compliance is verified through vitamin/mineral assays and precise additive quantification, guaranteeing accurate labeling.
Byproducts / Waste
The wheat kernel comprises three parts: bran (outer fiber‑rich layer), germ (inner fat‑rich core), and endosperm (protein/carbohydrate‑rich bulk). Whole‑wheat flour incorporates all three, whereas white flour uses only the endosperm.
Bran is commonly added to cereals and baked goods for fiber and used in animal feed. Germ, rich in oil, serves as a food supplement and animal feed component.
Manufacturing process
- What is VMC Machining? An Expert Overview of Vertical Machining Centers
- Expert Guide to Aluminum Laser Marking: Precision, Durability, and Industry Applications
- MIG vs. TIG Welding: Selecting the Right Arc Welding Technique for Your Project
- Comprehensive Guide to Laser Marking: Types, Benefits, and Applications
- Key Considerations for High‑Volume Swiss Machining
- CNC Prototyping Guide: Precision, Speed, and Cost‑Effective Production
- Flour Production: From Ancient Milling to Modern Quality Assurance
- State‑of‑the‑Art Hazard Monitoring at a New Midwest Flour Mill
- [Case Study] Eliminating Tons of Waste Annually – Our Custom Flour Dispensing Solution
- Ensuring Beer Purity: The Reinheitsgebot Explained