


The Art and Craft of Ice Skates: History, Materials, and Manufacturing Excellence
History
Ice skating has a rich heritage that dates back more than 3,000 years. Archaeological evidence from Scandinavia shows that as early as 1000 B.C., hunters fashioned crude blades from elk, ox, and reindeer rib bones and strapped them to leather boots. By the 2nd century A.D., a team‑based ice game was already being played. During the Middle Ages, both men and women skated along the canals of the Netherlands, while Scottish armies used skates to cross frozen marshes in strategic assaults. The sport’s popularity in Scotland led to the founding of Edinburgh’s first skating club in 1742. In 1848, E.W. Bushnell introduced the first all‑iron skate that could clip onto a boot, revolutionizing safety and performance.
The 19th century saw a surge in ice skating’s global appeal. Clubs sprouted in London, Vienna, and New York, and the first artificial rink—the Glaciarium—opened in London in 1876. The era also birthed competitive disciplines: speed skating emerged as a race for swiftness, while figure skating evolved from classical dance theory, emphasizing artistry and technical skill.
Today, three core categories define the sport:
- Speed skates: Optimised for linear speed, featuring a straight blade up to 18 in (46 cm) long and 0.03–0.06 in (0.08–0.15 cm) wide, reinforced with hollow steel tubing. The lightweight leather boot enhances agility.
- Hockey skates: Designed for lateral manoeuvrability, with a 0.06 in (0.15 cm) wide blade and a short, reinforced boot. Modern models use ballistic‑proof nylon and removable liners for comfort and protection.
- Figure skates: Equipped with a 0.125‑in (0.32 cm) steel blade that is hollow at the base, allowing edge work. The high boot (7–8 in, 18–20 cm) provides ankle support, and toe picks enable jumps and spins.
Raw Materials
Ice skates combine natural and engineered materials to deliver performance and durability. The primary components include leather (often kangaroo for figure skates), nylon, plastic, and tempered steel. Manufacturers source these from specialised vendors, inspecting each hide for cleanliness and tanning quality. Nylon and molded plastic are common in hockey and speed skates, with treatments for water‑resistance. Blades are typically made from tempered steel with a chrome finish; titanium may be added for added strength. Outsourced blade makers provide a range of styles, and elite skaters often have blades fitted by specialists.
Additional synthetic components—cements, stitching threads, and adhesives—are also procured from reputable suppliers and stocked on‑site.
The Manufacturing Process
While governing bodies such as the Olympic Committee and the U.S. Ice Skating Federation do not prescribe detailed manufacturing standards, manufacturers rely heavily on feedback from professional skaters and coaches to fine‑tune design and construction.
Cutting the boot segments
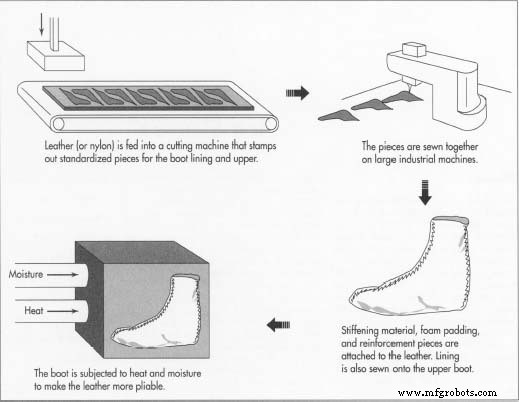
- 1. Leather or nylon is fed into a cutting machine that stamps out eight standardized pieces: four for the boot lining and four for the boot upper. Separate cuts are made for the tongue, sole, heel, and reinforcement sections. Each piece is stamped with a date code, size, order number, and eyelet holes.
Constructing the upper
- 2. The boot is assembled on industrial sewing machines, guided by foot pedals or control panels. Lining pieces are stitched at the back and toe seams, while upper pieces are stitched similarly. A counter—made of leather or plastic—provides ankle support, and reinforcement pieces are bonded with latex or neoprene cement. Foam padding is applied, followed by a final lining and top‑stitching for durability and aesthetics. The tongue receives a sponge‑rubber lining and is attached with a cross‑butterfly stitch.
- 3. The partially constructed boot undergoes a mulling process (heat and moisture) to soften the leather for shaping.
Shaping the boot
- 4. The boot is fitted onto a last—a plastic foot form matching a specific size and width. Manufacturers may offer up to 102 women’s sizes and 57 men’s sizes, reflecting demand from figure skating and the importance of precise fit. An insole is tacked onto the last, and the boot is pulled tight by hand, smoothing wrinkles from the arch to heel and toe. Cement secures the arch, heel, and toe to the insole.
Drying and setting the boot to the last
- 5. After removing the tacks, the boot is placed in a drying chamber. Heat is applied to lock the boot’s shape to the last’s dimensions, after which the last is extracted.
Preparing and attaching the sole
- 6. The boot is turned upside down and ground on an electric grinder to remove the leather finish from the bottom. This creates a natural crevice at the arch, which is filled with synthetic filler and an 18‑gauge spring‑steel shank for support. A leather or rubber sole is then bonded with urethane base cement.
Attaching the heel
- 7. The heel is built by gluing stacked layers of leather or water‑repellent fiberboard. Its height and width vary by skate type. Once glued to the boot, 6–10 long nails secure the heel, outsole, and insole. The heel is then trimmed and smoothed for a seamless finish.
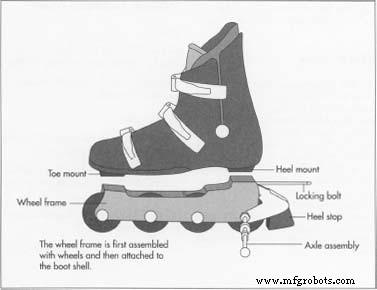
Attaching the blade
- 8. The blade’s sole and heel plates align with the boot’s sole and heel. The worker ensures the blade is centered, exposing equal lengths at the toe and heel. Screws are driven into the boot with a high‑speed drill on a foot‑powered press; a few screws remain loose for post‑delivery adjustment. Skates with rubber soles are permanently riveted.
Finishing and polishing
- 9. The finished skate is hand‑polished and sprayed with a shine solution. Laces are threaded through the eyelets, and the skates are boxed for shipment.
Quality Control
The production line incorporates multiple inspection checkpoints. Inspectors verify alignment, seam integrity, and eyelet straightness, eliminating loose threads, wrinkles, and structural defects. Many manufacturers employ professional skaters on staff, ensuring real‑world testing and iterative design improvements.
Manufacturing process
- Dry Ice: Properties, Production, and Applications of Solid CO₂
- The Ice Cream Cone: From Fairground Innovation to Global Sweet Icon
- Popsicles: From Ancient Treats to Modern Manufacturing
- Ice Cream: A Rich History, Modern Production, and the Future of Flavors
- In‑Line Skates: From Early Innovation to Modern Performance
- Refrigerator Technology: From Ancient Ice to Modern Cooling Systems
- EV vs. ICE: How Wire Harness Design Differs
- Advanced Aircraft Sensor Provides Real-Time Ice Detection and Melting Rate Monitoring
- Choosing the Right Heavy‑Load Transport: Roller Skids, Machinery Skates, and Dollies
- Unlocking Profit: The Business Potential of Popsicle Vending Machines