


Sheet Metal Hemming: Techniques, Types, and Benefits for Durable Fabrication
Manufacturers rely on a range of metalworking methods to enhance both the function and aesthetic of sheet‑metal components. Sheet‑metal hemming is one of the most common techniques used to strengthen edges and deliver a polished finish.
This article explains the fundamentals of sheet‑metal hemming, its practical applications, and how to achieve the best results. It also reviews the main types of hems and discusses their respective pros and cons.
What Is Sheet Metal Hemming?
Sheet‑metal hemming is a metal‑forming process that folds the edge of a sheet onto itself, creating a double‑layered, reinforced edge. The procedure can be applied to a wide range of gauge thicknesses, from thin foils to heavier structural plates, though the technique is typically reserved for low‑gauge materials where hemming is feasible without compromising integrity.
High‑gauge sheets (thicker than 0.125 in.) generally resist hemming and are better suited to other forming methods. Accurate hemming is essential because it directly affects surface quality and part durability.
Purpose of Sheet Metal Hemming
Hemming serves two primary goals:
- Structural reinforcement: The folded edge becomes thicker and stiffer, reducing the risk of cracks, deformation, and edge failure under load.
- Visual refinement: A neatly finished hem eliminates sharp, unfinished edges, improving the part’s appearance and ensuring a smooth transition with adjacent surfaces.
In the automotive sector, where both durability and finish are critical, hemming is a standard practice for body panels, trim pieces, and interior components.
How Does Sheet Metal Hemming Work?
While the specific steps vary by hem type, the overall workflow is consistent:
1. Tools Required
- Sheet metal
- Hemming die or press brake
- Flattening tool (pliers, roller, or press)
- Finishing tool (hammer, sandpaper)
- Inspection gauge (micrometer, caliper)
2. Preparation
Begin by flattening the sheet and removing any contaminants. Configure the hemming die to the desired hem width and angle, then position the sheet so the edge to be hemmed aligns with the die’s opening.
3. Hemming Procedure
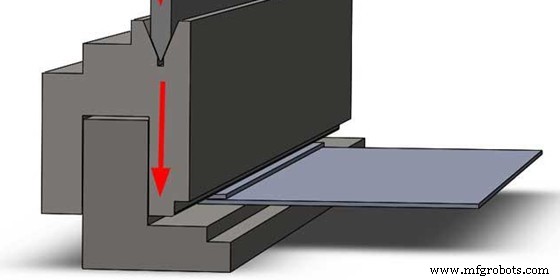
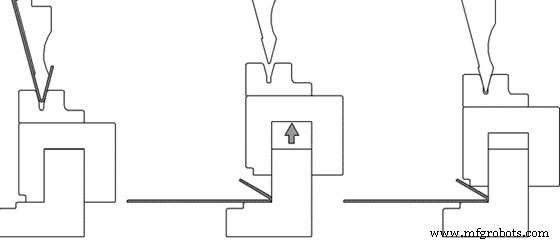
The die or press brake bends the edge to a 90° angle and folds it back onto the sheet, creating a hem. After the fold, a firm clamping action locks the shape, and finishing tools can smooth any roughness.
Two common hemming methods are:
Conventional Die Hemming
Utilizes a punch‑die pair. The die sits beneath the sheet; the punch presses the edge into the die, forming a precise hem.
Roll Hemming
Employs a rolling tool that gently bends the edge. This method is ideal for thin sheets or when a softer bend is required.
4. Inspection
Post‑hemming, verify that the hem width, thickness, and surface finish meet specifications. Use a micrometer or gauge to confirm tolerances and correct any deviations before proceeding to downstream processes.
4 Types of Sheet Metal Hems
Understanding hem styles helps select the right approach for each application.
1. Open Hems
Open hems feature a soft, curved edge with a central air pocket, ideal for handles and high‑touch components. They are best suited to 0.040–0.125 in. thicknesses and require a flat length at least four times the sheet’s thickness.
Procedure: bend the edge 30–45°, insert a shim, and flatten over it. Standard gap sizes are 0.060, 0.090, 0.125, 0.187, and 0.250 in.
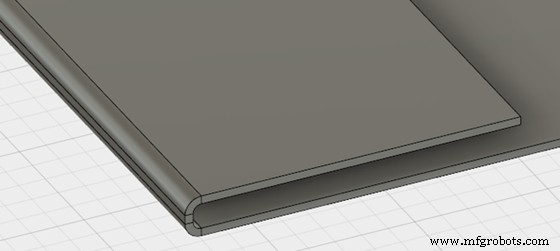
2. Closed Hems
Closed hems (or crushed hems) produce a fully flush edge. They are effective for 0.040–0.125 in. sheets but can fracture if the material exceeds 0.125 in. (≈3 mm). Ensure a flat length of at least four times the thickness.
Typical process: bend 90°, then press the sheet back onto itself. Avoid using this technique with aluminum due to its susceptibility to cracking.
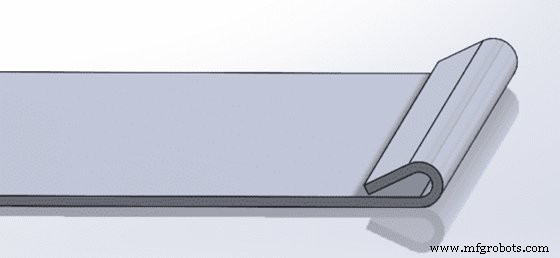
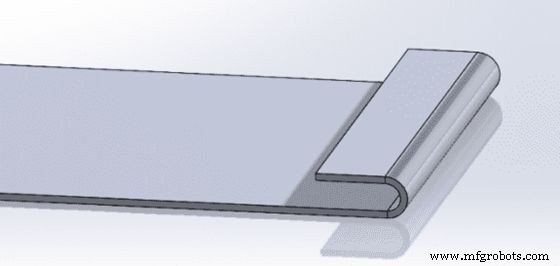
3. Teardrop Hems
These hems form a 90° bend followed by a teardrop‑shaped roll, offering robust edge protection, especially for aluminum. They are labor‑intensive and require precision tooling.
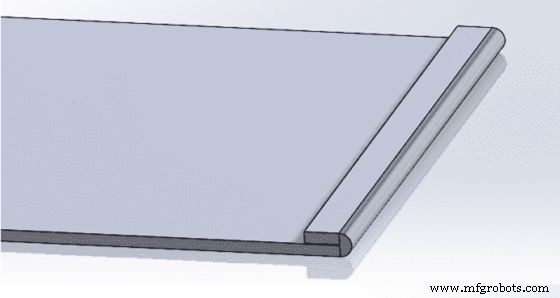
4. Rolled Hems
Rolled hems smooth raw edges and are common in cabinets, electronics, and doors. The process involves a 90° bend and a subsequent rolling action to achieve a rounded, safe finish.
Use a specialized rolling machine for consistent results and enhanced durability.
Different Hemming Processes for Sheet Metal Parts
Manufacturers often choose between two main hemming methods based on volume, cost, and complexity.
Die Hemming Process
Best for high‑volume production of flat, non‑complex panels. The die‑and‑press system offers low cycle times but requires significant initial tooling investment.
Roller Hemming Process
Utilizes a roller guided by robotics or manual control. This approach is versatile for both low and high volumes, incurs lower tooling costs, but typically has longer cycle times than die hemming.
Advantages of Sheet Metal Hemming
Key benefits include:
Increased Strength and Rigidity
The double‑layered edge resists warping and maintains structural integrity under load.
Enhanced Appearance
A clean, flush hem eliminates sharp edges, improving aesthetics and user comfort.
Improved Functionality
Hemming delivers a secure, robust edge critical in high‑stress applications such as automotive body panels.
Greater Resistance to Damage
Folded edges better withstand chemical exposure, abrasion, and harsh environmental conditions.
Limitations of Sheet Metal Hemming
Consider these drawbacks before implementation:
Time‑Consuming
Tooling setup and the hemming process can be lengthy, especially for large or intricate parts.
Requires Skilled Labor
Operators must be trained to handle equipment and to adjust for material variations.
Potential for Deformation or Damage
Improper hemming can lead to under‑bending or over‑bending, causing warping or structural issues.
Considerations and Tips for Hemming Sheet Metal
Maximize quality and efficiency with these best practices:
Material Choice
Match the metal to performance needs. Different alloys (magnesium, aluminum, steel) demand specific hemming techniques.
Proper Alignment
Center the sheet and align the edge precisely with the die to ensure consistent hems.

Hemming Method Selection
Choose the method that balances speed, precision, and material compatibility. Slow, controlled closing of the die prevents defects.
Available Finishing Options
Post‑hem sanding or gentle hammering can smooth imperfections and improve finish.
Quality Control
Implement inspection at each stage with gauges or micrometers to confirm hem width and thickness.
Conclusion
This overview has clarified sheet‑metal hemming principles, types, and best practices, empowering you to select the optimal hem for your application. If you need professional assistance, our experienced engineers at WayKen offer comprehensive hemming, bending, stamping, and forming services for custom sheet‑metal projects.

FAQs
What are the common applications of sheet metal hemming?
Industries such as automotive, aerospace, heating, furniture, and electronics use hemming to produce complex, durable parts with refined edges.
How is sheet metal hemming different from seaming?
Hemming rolls a single sheet’s edge onto itself, while seaming joins two separate sheets to form a joint.
Is sheet metal hemming expensive?
Costs depend on material, design complexity, volume, and thickness. Hemming is generally cheaper than casting, forging, or stamping because it requires minimal tooling.
Manufacturing process
- Japan's Ironmaking: Blast Furnace Insights & Dissection Studies
- Professional Plastic Electroplating: Transforming Plastic into a Metal Finish
- Polyester Fleece: Origins, Production, and Sustainable Futures
- Build a Reliable Weather Station with the MKR Zero Data Logger
- Track Orientation with Arduino & ADXL345 Accelerometer – A Step‑by‑Step Guide
- Advanced Chemicals, Adhesives & Starch Solutions for High-Performance Paper Manufacturing
- 6061 vs 7075 Aluminum: Expert Comparison for Aerospace & Robotics
- Fireworks: History, Materials, and Manufacturing Process
- Create a Modern Wooden LED Clock with Arduino Nano and DS3231 RTC
- Air Suspension Systems: Overview, Components, and Benefits for Heavy-Duty Vehicles