


Modernizing FMEA: A Practical Guide for Industrial Reliability Engineers
Failure Modes and Effects Analysis (FMEA) has long been a cornerstone of product design reliability. By adapting the approach for manufacturing plants, reliability and process engineers can unlock deeper insights and drive tangible cost savings.
While the IEC 60812 standard still defines the core methodology, the following enhancements help translate FMEA into a plant‑specific, data‑driven risk management tool.
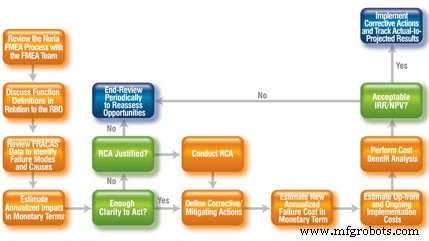
Figure 1. A contemporary FMEA framework tailored for plant operations.
Begin with functional block diagrams (FBDs). These are high‑level sketches of plant processes that, unlike traditional reliability block diagrams (RBDs), omit numeric data. The FBDs identify every critical function that will later be scrutinized in the FMEA.
Remove guesswork by collecting systematic failure data through a FRACAS (Failure Reporting, Analysis, and Corrective Action System). Within 3–6 months, you’ll capture 80–90 % of the events that actually occur. Standardize failure‑mode and failure‑cause taxonomies beforehand to keep the dataset manageable.
Replace the generic RPN with a monetized metric: Cost per Event × Number of Events per Year. Include repair, downtime, risk‑based, energy, and other relevant costs. This turns risk into a dollar figure that speaks to decision makers.
Identify contributing causes using the same standardized taxonomy. Complex failures rarely have a single root cause; capture every relevant factor from FRACAS and carry it forward into the FMEA.
Document the decision for each failure: act, defer, or schedule a root‑cause analysis (RCA). The choice should stem from the cost‑benefit analysis. If you defer, note the rationale and review it periodically.
When acting, outline the mitigation steps and estimate both upfront and ongoing implementation costs. Update the FMEA sheet with the projected annualized failure cost after the change.
Validate the improvement with a positive ROI. Use the captured pre‑ and post‑mitigation costs, along with a five‑ or seven‑year cash‑flow projection, to calculate IRR, NPV, and DPP. Only pursue initiatives that meet the company’s cost‑of‑capital threshold.
Assign corrective actions to responsible teams and set clear due‑by dates. Timelines convert intent into measurable progress.
Track actual implementation costs against projections. Successful projects should exceed expected returns; underperforming ones warrant re‑engineering or scaling back.
Treat the FMEA as a living document—a monetized diary of risk management. After every RCA, update the database so the analysis evolves with new data.
Key takeaways:
- Start with robust data collection; it eliminates guesswork.
- Dollarize findings so benefits outweigh corrective expenses.
- Apply FMEA beyond maintenance—cross‑functional problems require cross‑functional solutions.
Equipment Maintenance and Repair
- The Craft of the Violin Bow: History, Materials, and Manufacturing
- Common Failure Modes in Equipment Reliability Programs
- Proven Asset Performance Management Strategies for Industrial Excellence
- The Slow Art of Natural Textile Dyeing: A Personal Journey
- Understanding Process vs. Discrete Manufacturing: Key Differences & Benefits
- Predictive Analytics in Bottling: Modernizing the Age-Old Fermentation Process
- Advanced Process Control Systems for Industrial Efficiency
- Advanced Automation in Welding: Enhancing Precision & Efficiency
- Understanding the Extrusion Process: Applications, Materials, and Techniques
- Precision Sheet Metal Stamping for High-Volume Production