


Step‑by‑Step Guide to Programming Helical Milling Operations
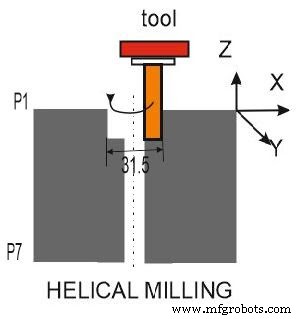
In helical
milling program we are widening diameter of hole up to 31.5mm . Lets see how to make program
for helical milling ;
O1234
DESCRIPTION
N20-
Program in the incremental coordinate system, work coordinate destination on
milling machine, all dimension in “mm”, select xy plane, cancelled canned
cycle if apply, tool height offset compensation negative ;
N30 – Spindle on clockwise speed 1200 r.p.m
.
N40 – Rapid traverse where at position X0 & Z0 .
N50- Rapid traverse where tool moves at the position
Z10 , coolant is on .
N60- linear interpolation command where Z is
0 . (tool touch to workpiece ) , feed rate per revolution is 0.2
N70- linear interpolation command where
tool take position 15.75 in X axis , tool radius compensation left.
N80- Circular interpolation counterclockwise where I = -15.75 & depth of cut in Z axis is -4 .( first
cut imaginary point P0 to P1)
N90- Circular interpolation counter
clockwise where I = -15.75 & depth of cut in Z axis is -4 . ( Second
cut from point P1 to P2)
N150- linear interpolation command where
tool return at starting position X =0 , tool nose compensation off.
N160- Rapid traverse where tool moves at the position
Z50 .
N170- Coolant off , spindle off , main
program end .
CNC Machine
- Step-by-Step Guide to Crafting Durable Silicone Molds at Home
- Build a Winning Prototype: Step‑by‑Step Guide for Rapid Product Development
- Proven Strategies to Make Your Comprehensive Safety Program Work
- Step-by-Step Guide to Creating an Aluminum Bicycle Prototype Part
- Choosing the Right Metal Machining Strategies for Cost-Effective Prototyping
- Comprehensive CNC Milling Sample Program – G-Code Tutorial & Explanation
- CNC Milling Machine Programming: Beginner-Friendly Example Guide
- Master CNC Programming: A Beginner’s Guide to Fanuc Controls
- Heidenhain CNC Milling Program: Precision Toolpath for Efficient Manufacturing
- Heidenhain CNC Milling Program Tutorial for Beginners