


Comprehensive CNC Programming Guide for Osai 10 Series – Example with Plane Rotation and Parametric Repeat
This Osai 10 Series CNC Program Example shows how to use Plane Rotation (ROT) with Repeat (RPT) and Parametric Programming.
Osai 10 Series CNC Program Example
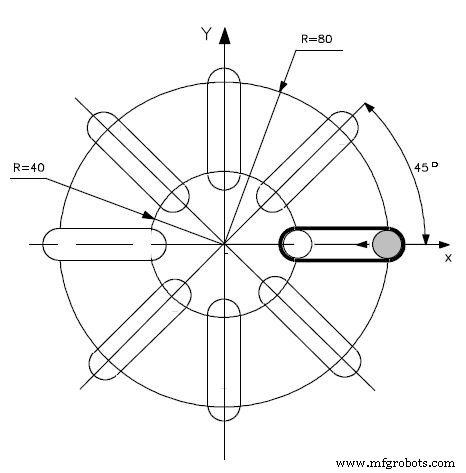
(UGS, X, -100, 100, Y, -100, 100) N148 (DIS, " ...") N149 S1500 T5.5 M6 N150 E25 =0 N151 (RPT, 8) N152 ( ROT, E25) N153 G X40 Y M3 N154 Z0 N155 G29 G1 Z-10 F150 N156 X80 F200 N157 Z-18 F150 N158 X40 N159 G Z0 N160 E25 =E25 + 45 N161 (ERP) N162 (ROT, 0)
Mastering the NCT G81 Spot Drilling Cycle: Precision Boring Made Simple
CNC Programming Proficiency Test – Skill Assessment 1
CNC Machine
- Fanuc CNC Programming Guide: A Simple, Feature‑Rich Example
- Fanuc CNC G81 Drilling Cycle Program – Step-by-Step Example
- Beginner CNC Slot Milling Program: Simple Example & Step‑by‑Step Guide
- Master the G84 Tapping Cycle: Practical CNC Programming Guide
- CNC Milling Arc Example: Using G2 with I & J Parameters
- CNC Pocket Milling Example: Peck Milling Tutorial
- Example CNC Program: Selca Profile – Step-by-Step Guide
- Comprehensive CNC Programming Example for Selca Machines
- Complete List of Osai 10 Series CNC M Codes for Programmers
- Comprehensive Osai CNC GTL Programming Guide: Step-by-Step Example