


Fanuc CNC: Direct Programming of Profiles with Angles and Rounded Edges – Step‑by‑Step Example
Submit by: BEATA
Summary
CNC program example to show how dirct Angles can be given in a cnc program
Drawing/Image
CNC Program
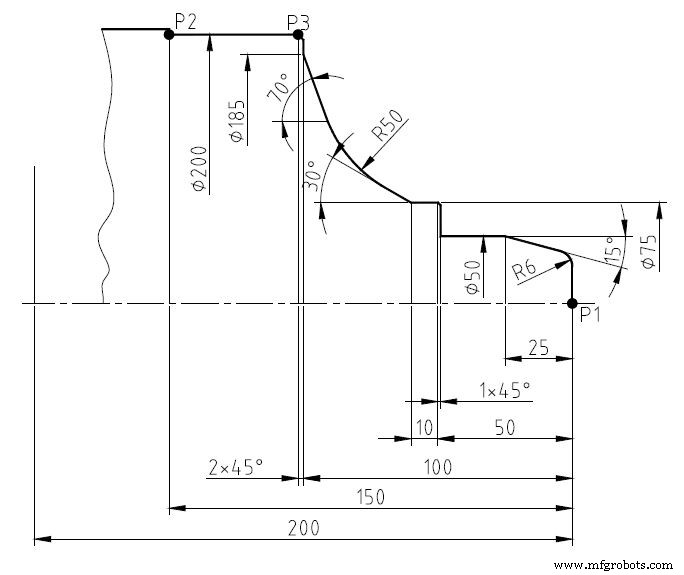
O0012; N10 G10 P0 Z-200; N20 T303; (PROFILING) N30 G50 S2200; N40 G96 G99 S230 F0.12 M4 M8 M200; N50 G0 X0 Z3; N60 G1 Z0 ; (P1) N70 ,A90 R6; (FIRST ANGLE) N80 X50 Z-25 ,A165; (SECOND ANGLE A165 comes from 180°-15°=165°) N90 ,A180 N100 X75 Z-49 ,A90 ,C1; N110 Z-60; N120 ,A150 R50; (A150 comes from 180°-30°=150°) N130 X185 Z-100 ,A110; (A110 comes from 180°-70°=110°) N140 ,A90 ,C2; N150 X200 Z-150 ,A180; (P2) N160 G0 X250 Z200 M30;
Safeguard Your Makino Pro 3 Programs: Advanced Locking & Customizable Protection
CNC Cylindrical Interpolation Program Example: Cutting Multiple Joint Arcs
CNC Machine
- Master the Fanuc G75 Grooving Cycle: Step-by-Step CNC Program Guide
- Master CNC Programming: Fanuc G71 Rough Turning & G70 Finish Cycle Example
- Fanuc CNC Programming Guide: A Simple, Feature‑Rich Example
- Fanuc G20: Mastering Inch-Based CNC Programming – Practical Example
- Beginner-Friendly Fanuc CNC Lathe Programming Example – Straight, Taper, and Arc Cuts
- Simple CNC Lathe Programming: Inch-Based Example for Beginners
- Comprehensive Fanuc G94 Facing Cycle Example for CNC Machining
- Mastering G01: Chamfer & Corner Rounding in CNC Programming
- Siemens Sinumerik 4‑Axis Milling Program: A Practical CNC Example
- Example CNC Program: Selca Profile – Step-by-Step Guide