


Vinyl Flooring: Types, Production, and Key Features
Background
Vinyl flooring comes in two main forms: resilient vinyl sheet and resilient vinyl tile. Sheet products are typically sold in 6‑ft (1.83 m) or 12‑ft (3.66 m) widths, while tiles are standard 12 × 12 in (30.48 × 30.48 cm) squares. Sheet vinyl usually arrives without adhesive, so installers must supply an appropriate backing adhesive. Tiles are available either as dry sheets or with a pressure‑activated glue backing, the latter protected by a removable paper cover.
Sheet vinyl varies in thickness and decorative technique. Thinner sheets range from 10‑15 mils, whereas longer‑wearing, more expensive options can reach 25‑30 mils. Patterns are applied using either rotogravure printing or intaglio engraving, both of which imprint designs onto the gel layer beneath the wear coating, ensuring durability.
Many homeowners favor vinyl for its straightforward installation. While 25‑30 mil sheets can be challenging for the unskilled, vinyl tiles are typically easy to lay down, even for DIY projects. Unlike harder materials, vinyl can be trimmed with a sharp blade to fit corners, cabinets, and curved spaces.
Vinyl can be installed over existing floors, and it cleans easily with a vacuum or a mild soap‑water solution. With proper care, most brands do not require waxing. A polyurethane topcoat delivers a high‑gloss finish that remains shiny for years; if dulling occurs, a specialized floor finish can restore the sheen.
Both residential and commercial vinyl flooring exist. Residential options vary in thickness, patterning, and style. Commercial products must meet stringent durability and stain‑resistance standards—critical for environments such as hospitals—and many are designed with non‑slip surfaces for high‑traffic areas.
History
For centuries, a hard, water‑resistant surface has been prized in home interiors. Early solutions ranged from tamped earth mixed with ox blood to painted wooden floors, each requiring periodic renewal. By the early 18th century, large fabric floor cloths were laid beneath dining tables to catch crumbs, then simply shaken out outside.
In the late 1700s, innovators coated sturdy fabrics like canvas, hemp, or linen with oil and paint, creating the first waterproof floorcloths. These “oilcloths” were easy to clean, inexpensive, and could be produced at home or mass‑produced by the 19th century. Linoleum—made from linseed oil, cork gums, and pigments—followed in the 1890s and quickly became a mass‑produced floor covering.
Linoleum dominated until the post‑World War II era, when manufacturers sought lighter, longer‑lasting alternatives. By the late 1950s, resilient vinyl flooring emerged, offering brighter, more vibrant colors thanks to a clear vinyl gel. A 1960 Sears catalog proclaimed: "All gloss and glow—no hard work!"
Raw Materials
The core components of vinyl flooring include polyvinyl chloride (PVC) resins, high‑molecular‑weight plasticizers, pigments, trace stabilizers, and a carrier backing—either felt or a paper blend of wood pulp and calcium carbonate. High‑gloss sheets or tiles receive an additional polyurethane coating. Adhesives for pressure‑activated tiles are formulated from organic resins.
Design
Design teams continually scout emerging trends to develop patterns that will remain appealing for up to five years. Concepts move from sketch to digital mock‑ups, then to full‑size, full‑color test prints on paper. Approved patterns are transferred to 18‑x‑24 in or 24‑x‑36 in engraving plates, which are used to produce prototypes on undecorated gel stock. The final wear layer is then applied, giving designers a near‑final view of the product.
Prototypes are evaluated and either released, revised, or discarded. The timeline from design to market ranges from three to six months, depending on complexity.
The Manufacturing Process
Making the vinyl sheet floorcovering
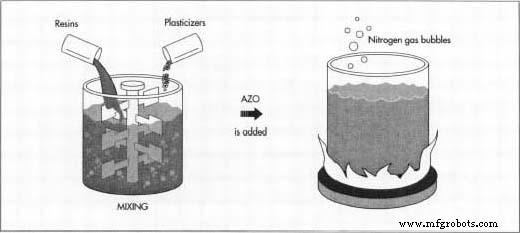
- 1 Vinyl resins and plasticizers are combined in a vat to form a plastisol. An AZO compound is added; when heated, it decomposes, generating nitrogen gas bubbles that create a foamed, batter‑like mixture suitable for coating.
- 2 The slurry is applied to a felt or paper backing via a reverse‑roll coater, then cured in an oven that activates the vinyl resin, allowing it to absorb the plasticizer and set.
- 3 The gelled sheet is then pressed through a printing press, where metal intaglio plates imprint the desired pattern into the gel layer beneath the wear coat.
- 4 A second layer of plasticizer‑vinyl mix is applied, and the sheet is reheated at a higher temperature. The resin melts and hardens into a clear, wear‑resistant coating that protects the pattern.
- 5 For high‑gloss finishes, a polyurethane coating is applied via rollers; an air knife controls thickness, and ultraviolet lamps cure the finish.
- 6 The finished sheet—either matte or glossy—is cut into 12‑ft (3.66 m) rolls, typically 1,500 ft (457.2 m) long, which can be further subdivided by retailers.
Creating vinyl tile floorcovering
- 7 Tiles are produced by mixing PVC resins, calcium carbonate, plasticizers, and pigments in a large mixer.
- 8 The mixture is heated until molten, then calendared into sheets. The dough‑like material is then embossed while still in rolls.
- 9 Sheets are cut into 12 × 12 in (30.48 × 30.48 cm) tiles using a die‑cutting machine.
- 10 Tiles are cooled and boxed. If they include pressure‑activated glue, a roll‑coater applies the adhesive and a paper cover protects it. Boxes typically contain 10 or 12 tiles.
Quality Control
All raw materials—PVC resins, plasticizers, pigments, stabilizers, and backings—undergo rigorous testing to confirm compliance with company standards. Backings are verified for thickness and tensile strength; coatings are evaluated for viscosity and uniformity. Once baseline quality is confirmed, production proceeds.
During manufacturing, visual inspections are performed at every stage. Should a roll contain an imperfection, quality‑control personnel adjust the cutting software to avoid defective areas.
Commercial vinyl used by HUD and FHA is subjected to extensive testing, including minimum thickness, durability, and flammability requirements.
Byproducts/Waste
Vinyl floor production releases no hazardous materials. Waste is typically recycled onsite or sent to reclaimers. Historically, heavy‑metal stabilizers and pigments have been replaced with environmentally friendly alternatives. Today, the industry focuses on recycling scrap vinyl generated during manufacturing and by consumers.
Manufacturing process
- What is VMC Machining? An Expert Overview of Vertical Machining Centers
- Expert Guide to Aluminum Laser Marking: Precision, Durability, and Industry Applications
- MIG vs. TIG Welding: Selecting the Right Arc Welding Technique for Your Project
- Comprehensive Guide to Laser Marking: Types, Benefits, and Applications
- Key Considerations for High‑Volume Swiss Machining
- CNC Prototyping Guide: Precision, Speed, and Cost‑Effective Production
- Vinyl Flooring: Types, Production, and Key Features
- Plastic Threaded Rods: PEEK, Nylon, PTFE, Vinyl Ester, Acetal, and Ultem® – Materials, Applications, and Benefits
- Top 4 Flooring Materials for Heavy Traffic Areas
- Dalton, Georgia: The Global Carpet Capital and Flooring Industry Hub