


From Ford’s Assembly Line to the Future of Electric Vehicles: The Evolution of Automobile Manufacturing
Background
In 1908 Henry Ford launched production of the Model T, the culmination of five years of development that began with the Model A of 1903. The Model T ushered in the mass‑production assembly line, a groundbreaking method that relied on interchangeable parts. Before Ford, coaches and buggies were hand‑built in small batches by specialized craftsmen, making duplication rare and costly.
Ford’s first assembly effort involved fixed stands where a single worker built the entire vehicle. Each fitter spent roughly 8.5 hours at a stationary station. When the Model T was developed, Ford introduced multiple stands and workers who moved between them, each performing a single task. This shift cut a fitter’s time from 8.5 hours to 2.5 minutes by allowing mastery of one function.
Walking between stations proved inefficient, causing bottlenecks when faster workers overtook slower ones. In 1913 Detroit saw the first moving assembly line: a conveyor carried the car past a stationary assembler. This innovation reduced the per‑worker task from 2.5 minutes to under 2 minutes, as the conveyor set the pace. The line began with metal strips for wheels attached to a belt that looped the factory floor and returned to the start. Ford’s model of stationary workers on a moving platform remains the backbone of modern auto assembly.
Raw Materials
Automobiles are still largely built from virgin steel, yet petroleum‑derived plastics and vinyls now comprise an ever larger share of components. Lightweight plastics can reduce vehicle weight by up to thirty percent, a critical advantage as fuel costs rise and efficiency demands grow.
Design
Launching a new model takes three to five years from concept to production. Designers use computer‑aided design to create sketches, then build clay mock‑ups for styling experts to evaluate. Aerodynamic engineers test airflow and crash feasibility. Once all reviews pass, tool designers create the dies and fixtures that will manufacture the parts.
The Manufacturing Process
Components
- 1 The assembly plant is the final phase in vehicle production. Parts from over 4,000 suppliers—including company‑owned ones—arrive by truck or rail. Chassis components are unloaded in one area; body parts in another.
Chassis
- 2 The car is built from the ground up. The frame—our base—supports all subsequent components. It is clamped to the conveyor to prevent movement. Front and rear suspensions, gas tanks, axles, drive shafts, gearboxes, steering components, wheel drums, and brakes are installed in sequence.
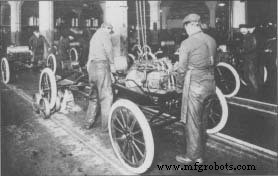 Workers install engines on Model Ts at a Ford Motor Company plant. The photo is from about 1917.
Workers install engines on Model Ts at a Ford Motor Company plant. The photo is from about 1917. - 3 Engine and transmission mating occurs off‑line. Robots lift and align these heavy parts; pneumatic wrenches secure them. Ergonomic studies ensure workers use the safest tools.
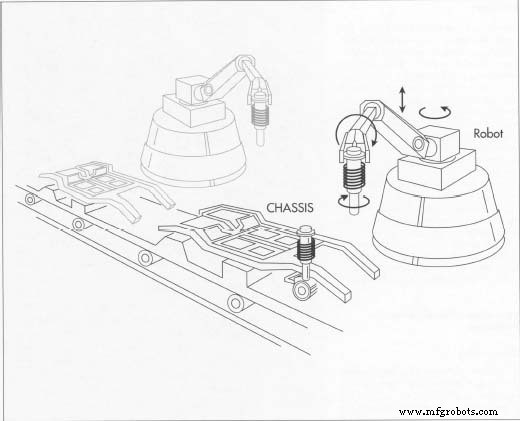 On automobile assembly lines, much of the work is now done by robots rather than humans. In the first stages of automobile manufacture, robots weld the floor pan pieces together and assist workers in placing components such as the suspension onto the chassis.
On automobile assembly lines, much of the work is now done by robots rather than humans. In the first stages of automobile manufacture, robots weld the floor pan pieces together and assist workers in placing components such as the suspension onto the chassis.
Body
- 4 The floor pan is the largest body piece. Quarter panels, roof, doors, side panels, and braces are robotically placed, positioned, and welded with sub‑millimeter precision.
- 5 Subsequent panels—doors, hoods, fenders, trunks, bumpers—are added. Robots handle heavy lift; workers finish bolting with pneumatic tools.
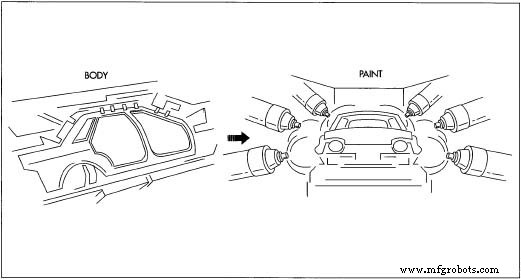 The body is built up on a separate assembly line from the chassis. Robots once again perform most of the welding on the various panels, but human workers are necessary to bolt the parts together. During welding, component pieces are held securely in a jig while welding operations are performed. Once the body shell is complete, it is attached to an overhead conveyor for the painting process. The multi‑step painting process entails inspection, cleaning, undercoat (electrostatically applied) dipping, drying, topcoat spraying, and baking.
The body is built up on a separate assembly line from the chassis. Robots once again perform most of the welding on the various panels, but human workers are necessary to bolt the parts together. During welding, component pieces are held securely in a jig while welding operations are performed. Once the body shell is complete, it is attached to an overhead conveyor for the painting process. The multi‑step painting process entails inspection, cleaning, undercoat (electrostatically applied) dipping, drying, topcoat spraying, and baking.
Paint
- 7 “Body in white” inspection occurs before painting: a bright, oil‑soaked room lets inspectors spot dings and dents. Repairs happen immediately.
- 8 After cleaning and drying, the shell enters an electrostatic undercoat dip (E‑coat) that primes every surface.
- 9 Robotic spray‑painting applies base color and clear topcoat, calibrated to deliver exact thicknesses. Paint is cured in ovens at 275 °F (135 °C).
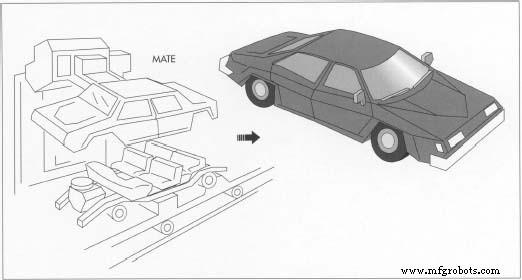 The body and chassis assemblies are mated near the end of the production process. Robotic arms lift the body shell onto the chassis frame, where human workers then bolt the two together. After final components are installed, the vehicle is driven off the assembly line to a quality checkpoint.
The body and chassis assemblies are mated near the end of the production process. Robotic arms lift the body shell onto the chassis frame, where human workers then bolt the two together. After final components are installed, the vehicle is driven off the assembly line to a quality checkpoint.
Interior Assembly
- 11 The painted shell receives instrumentation, wiring, dash panels, lights, seats, trim, headliners, radios, speakers, glass (excluding windshield), steering column, pedals, carpeting, and bumper fascia.
- 12 Robots remove the windshield from a shipping container, apply urethane sealer, and install it. They also transport seats and trim to their final locations.
Mate
- 13 The chassis conveyor meets the body conveyor. A robotic arm lifts the shell onto the frame; workers bolt the body to the frame. Final components—battery, tires, antifreeze, gasoline—are added.
- 14 The vehicle is driven off the line to a checkpoint: engine audit, lights, horn, tire balance, charging system. Any defects trigger repair at a central service bay. Once cleared, a price tag is applied and the car is staged for shipment.
Quality Control
Because parts come from diverse suppliers, each component undergoes rigorous testing and inspection before reaching the plant, ensuring Statistical Process Control (SPC) compliance. Vehicle Identification Numbers (VINs) are assigned at the start of the line. In advanced plants, an RFID tag on the chassis records the VIN and tracks progress in real time, allowing production managers to control sequencing and identify defects early.
Modern quality control is embedded in the design and assembly process, not a final check. Defects are caught and corrected on the line, preventing costly recalls. Final audits test panel fit, dynamics, noise, electrical function, and alignment. Periodic full functional tests verify that every vehicle meets the highest standards.
The Future
Electric vehicles (EVs) will be driven by advanced solar, aeronautical, satellite, and radar technologies, not by traditional combustion engines. They use brushless AC motors capable of 20,000 RPM, high‑performance batteries delivering over 100 kW, and regenerative braking systems that feed power back to the battery. Future batteries will be recyclable and environmentally safe.
As road congestion and infrastructure limits grow, autonomous driving and traffic‑aware routing will become essential. These technologies will allow vehicles to navigate congestion, optimize highway use, and eventually drive themselves, reshaping the global transportation paradigm for the 21st century.
Manufacturing process
- Electric Vehicles: A Sustainable Revolution in Transportation
- Automobile Windshields: From Ancient Glass to Advanced Laminates
- AI's Role in Shaping Tomorrow: From Healthcare to Sustainability
- China PCB Assembly Service – High Quality, Low Cost, One‑Stop Turnkey Solution
- Understanding Mechanical Assembly: Processes & Benefits
- Understanding Assembly Plants: From Raw Materials to Ready-to-Sell Products
- Understanding the Assembly Line: How Interchangeable Parts Drive Efficient Production
- Precision Metal Stamping for Automotive Parts
- A Comprehensive Guide to Automobile Engine Types
- Mastering the Automobile Valvetrain: Functions, Layout, and Components