


Key Lessons for Senior Management on Condition‑Based Maintenance
The biggest hurdle most maintenance leaders face is convincing senior executives of the value of condition‑based maintenance.
As one maintenance manager explained: “We ran a robust condition monitoring program for 15 years, successfully preventing production losses by catching equipment problems before failure. Yet, after a series of management changes aimed at boosting competitiveness, new leaders no longer grasp the importance of this function. They question the need for monitoring when equipment appears to run smoothly, asking why resources should be dedicated to it.”
Is this the mindset of your organization? If so, the events of August 7, 2006 should serve as a wake‑up call. That day, BP disclosed that a quarter‑inch crack was part of a broader corrosion issue affecting 16 mi of a 22‑mi pipeline from Prudhoe Bay, Alaska. The company was forced to shut down up to 400,000 barrels per day of production from the United States’ largest oil field.
With shutdown and repair costs running into the hundreds of millions, the financial impact is staggering. BP’s corrosion battle illustrates a larger problem many plants face: aging assets and years of inadequate maintenance are now exacting a heavy price.
Below are two key lessons every senior manager should learn from BP’s incident.
Lesson 1: Time Is Money
Despite any misconceptions, the core maintenance process is straightforward:
- 1) Identify equipment defects
- 2) Plan and schedule repairs
- 3) Eliminate the defects
The real secret to effective maintenance lies in the first step—detection. Early detection means faster, cheaper, and simpler repairs. A graph below demonstrates this correlation.
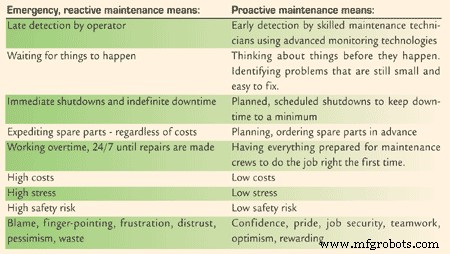
As BP’s experience shows, emergency repairs can be astronomical. There is a dramatic difference between emergency maintenance and planned, proactive work.
Lesson 1: In maintenance, time is money. Late detection leads to costly corrections.
Lesson 2: The Truth About Breakdowns
The quarter‑inch hole in BP’s pipeline didn’t appear overnight. Like most failures, it evolved over weeks, months, or years. Equipment problems start small and worsen, emitting warning signals along the way—slight changes in dimensions, temperature, vibration, or sound.
Not all signals are perceptible to the human senses, but specialized equipment can detect them. That’s the purpose of condition monitoring and predictive maintenance. With technologies such as vibration analysis, infrared thermography, and ultrasound, trained technicians can routinely monitor equipment and spot early warning signs.
The gap between a predictive specialist’s detection and an operator’s notice is huge. Remember: detection time equals money—big money.
In reality, many manufacturers are not doing enough predictive or condition‑based maintenance. Although the concept has existed for over 40 years, it remains unfamiliar in some organizations, leading to late detections, reactive maintenance, and painful costs.
Lesson 2: Condition monitoring and predictive maintenance should comprise at least 50 % of your reliability strategy and maintenance workload.
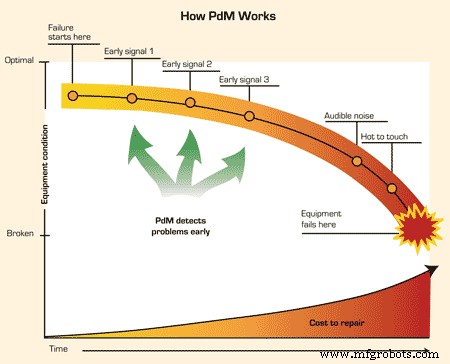
Graph 1. Predictive maintenance finds problems early, helping you avoid breakdowns.
Equipment Maintenance and Repair
- Balancing Equipment Ownership and Cross‑Training for Maintenance Technicians
- Four Pillars of Successful Maintenance Programs: Boost OEE, Cut Costs, Reduce Downtime
- Mastering Information Management to Boost Maintenance Performance
- 6 Essential Welding Practices for Plant Maintenance
- 6 Proven Strategies for World-Class Equipment Asset Management
- Streamline Facility Management with QR Code Integration
- Mastering Asset Maintenance: Key Factors for Optimal Performance
- Hydraulic Equipment Reliability: Proactive Maintenance Best Practices
- The Critical Role of Preventative Maintenance in Manufacturing Equipment
- Why Maintenance Management Matters: Key Benefits and Essential Practices