


Eliminating Defects by Enhancing Equipment Reliability
Since the rise of quality‑centric initiatives such as Total Quality Management (TQM) and Six Sigma, organizations have relentlessly pursued the elimination of product defects. A Six Sigma process is defined by a benchmark of 3.4 defective parts per million opportunities (DPMO).
The single most critical lever to reach this benchmark is variation. Quality experts agree that inconsistencies in processes and equipment performance generate the bulk of customer‑facing defects. In Six Sigma, any outcome that could erode customer satisfaction is treated as a defect.
In this article we focus on the link between equipment reliability and product defects. We also identify common root causes of poor reliability and outline strategies to prevent or mitigate them, ultimately eradicating defects.
Equipment Reliability and Product Defects
Ron Moore argues that process conformance improves when equipment reliability is coupled with calibrated instrumentation, disciplined operation, and quality raw materials. Reliability ensures that subsystems and components perform as intended over their designed life span.
Defects can enter equipment at each of six lifecycle stages: design, purchase, storage, installation/commissioning, operation, and maintenance. By controlling failures that arise at any of these stages, companies can directly influence product quality.
Common Root Causes of Poor Equipment Reliability
Root causes are the underlying factors that drive recurring events, such as equipment underperformance. Eliminating them is key to preventing future failures.
Often these root causes are confused with human interventions, failure symptoms, or the physical mechanisms of failure. To truly prevent unreliability, organizations must target latent causes—systemic issues embedded in the organization’s culture and management system.
Typical latent root causes include:
Misapplication – operating outside the design envelope, poor initial design, or flawed procurement.
Operating practices – inadequate procedures, non‑adherence, or lack of follow‑up.
Maintenance practices – deficient procedures, non‑adherence, or insufficient frequency.
Age – accelerated wear from environmental factors or end of useful life.
Management systems – insufficient skills, poor employee involvement, or failure to act on identified hazards.
To reap the full benefits of reduced defects through improved reliability, organizations should establish at least four systems.
RCA Program
Root Cause Analysis (RCA) is a systematic problem‑solving approach that identifies the true causes of events. In reliability engineering, a disciplined RCA program is essential for uncovering the reasons behind poor equipment performance and implementing corrective actions.
Company A, a large chemical manufacturer, operated 1,150 centrifugal pumps. In 1995 the pumps’ mean time between failure (MTBF) was only 0.8 years (9.6 months). A formal RCA process was not introduced until 1998.
Initially, the plant performed a failure analysis and compared its installation and maintenance practices against best‑in‑class benchmarks. This gap analysis sparked the change needed to launch a systematic RCA process.
The reliability department trained staff in failure coding, recorded data in the CMMS, and maintained a separate Failure Reporting Analysis and Corrective Actions System (FRACAS) database.
RCA focused on the most common failure modes, and corrective actions were implemented based on findings. The results, shown in Figure 1, demonstrate a dramatic improvement.
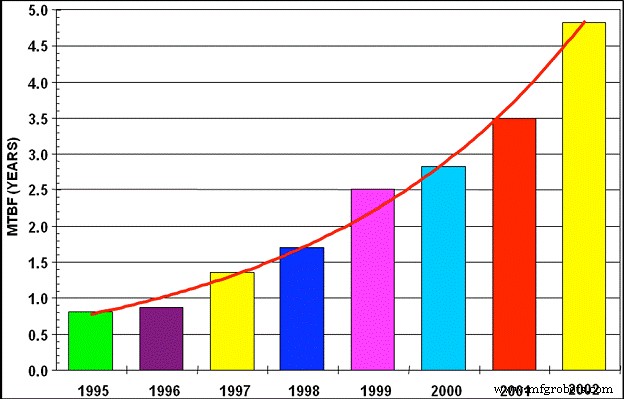
Figure 1: Pump MTBF for 1995‑2002
Over eight years, MTBF increased by 500 %. The reduction in pump failures alone saved approximately $5.5 million per year in direct maintenance costs by the end of the data set. Other reliability initiatives during the final five years also contributed, but pumps were the primary driver.
The combined effect of all initiatives—estimated to account for 35‑40 % of the gains—lifted plant output by 15 % with modest capital investment and raised overall equipment effectiveness (OEE) from 94 % to 98.2 %.
With fewer pump failures per day (less than three) and minimal instrument or vessel failures, the plant could operate at its demonstrated rate without constant re‑balancing. This stability translated into profitability increases from $12 million per year at full capacity to $43 million at 60 % capacity, and ultimately $72 million when the market reopened.
Onsite Reliability Practitioners
Life Cycle Engineering pioneered Reliability Excellence (Rx), a philosophy that drives cultural change, focusing on equipment reliability and process control as the foundation of modern manufacturing.
The organization defines Rx through five discrete levels, illustrated in Figure 2. Sustainability sits at the top, with reliability engineering as a core component.
Whether or not a reliability engineer is onsite, key activities must be performed to sustain the desired outcomes—namely, higher reliability and lower defects.
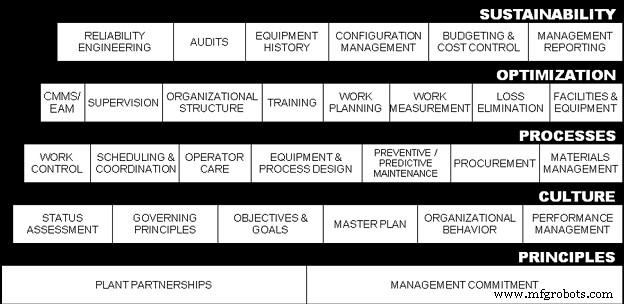
Figure 2: Reliability Excellence Model
Onsite reliability practitioners monitor equipment and processes to uncover continuous improvement opportunities. As risk managers, they proactively determine the best risk‑mitigation strategies through preventive or predictive maintenance and risk planning.
Reliability‑Centred Maintenance (RCM) or its variants are recommended for the most critical equipment. For the remainder of the plant, other optimization strategies can be employed, provided their limitations and associated risks are understood.
Business Processes Supporting Reliability and Product Quality
Stable processes form the bedrock of any reliability or quality initiative. No TPM, lean manufacturing, or Six Sigma effort can reach its full potential without processes that sustain improvement.
Take, for example, a 50‑year‑old aluminum smelter that re‑engineered its work and equipment processes. In 2002, before its Reliability Excellence initiative, the plant incurred total maintenance costs exceeding $35 million, translating to more than $137 in maintenance costs per metric ton of aluminum—50 % above the global average at the time.
The plant standardized work processes, built equipment history databases, and applied lean tools for problem solving. Maintenance and operations adopted the TPM metric OEE to track progress.
By 2004, after implementing reliability‑based processes, the plant realized $2.4 million in improvements directly tied to OEE gains.
Results Monitoring
Joseph Juran famously said, “If you don’t measure it, you don’t manage it.” That truth remains today. To confirm that defects are being eliminated, you must track the right metrics.
OEE is an obvious starting point. It reflects how effectively assets achieve business goals and integrates availability, performance rate, and product quality.
Improving equipment reliability not only boosts availability but also enhances quality, thereby creating a dual positive effect on OEE.
Other useful metrics include MTBF and scrap rate for targeted equipment, allowing you to correlate reliability improvements with waste reduction.
Reliability professionals often highlight the link between equipment reliability and financial outcomes—production output, safety, and quality. The connection to defects and process waste is equally important.
To manage variation in your manufacturing process, focus on four key steps:
- Implement a robust, disciplined RCA and reliability program to identify reliability gaps.
- Assign dedicated reliability personnel to sustain improvements.
- Ensure business processes support your reliability objectives.
- Measure progress with appropriate metrics.
* Moore, R. Selecting the Right Manufacturing Improvement Tools, Boston, MA & London, Elsevier Butterworth‑Heinemann Books, 2007.
** Mobley, R. K. Root Cause Failure Analysis, Elsevier Butterworth‑Heinemann, 1999.
About the author:
Carl March brings extensive experience in maintenance, reliability engineering, systems modeling, and design. Holding a B.S. in mechanical engineering and an M.S. in automotive systems engineering, Carl is a Certified Reliability Engineer (CRE) with the American Society for Quality and a Certified Maintenance & Reliability Professional (CMRP) with the Society of Maintenance and Reliability Professionals. He specializes in RCM, TPM, root cause analysis, and reliability excellence, helping clients worldwide achieve manufacturing distinction. Contact him at cmarch@LCE.com. For more information, visit www.LCE.com or call 843‑744‑7110.
Equipment Maintenance and Repair
- Defining and Clarifying Reliability in Manufacturing Operations
- Operator‑Driven Reliability: Empowering Operators to Own Plant Equipment
- Surge Protection: A Key to Maximizing Equipment Reliability
- Threadlock Adhesives: Ensuring Fastener Reliability and Reducing Downtime
- Balancing Flexibility and Reliability in Modern Manufacturing
- Common Failure Modes in Equipment Reliability Programs
- New Book: The OEE Primer – Mastering Equipment Effectiveness, Reliability & Maintainability
- 5 Key Elements That Drive Equipment Reliability Through Maintenance Planning
- Achieving Reliability and Maintainability: A Dual-Approach to Equipment Availability
- How Automation Enhances Equipment Reliability: Boosting Maintenance, Data, and Quality