


Clipper Windpower Resolves Icy Anemometer Failures Through Six Sigma Root Cause Analysis
At 262 feet tall, Clipper Windpower’s wind turbines spin their three robust blades to generate enough clean, renewable electricity to power 750 homes for 24 hours. When the breeze turns into a freezing gale—combining ice, freezing rain, snow, or fog—anemometers, which measure wind speed and direction, can lock up, causing costly downtime for operators like Clipper.
About Clipper Windpower
Headquartered in Carpinteria, California, Clipper Windpower is a fast‑growing leader in wind energy technology, turbine manufacturing, and project development. The company employs over 850 people across the United States, Denmark, and the United Kingdom. Its ISO 9001‑certified manufacturing and assembly plant in Cedar Rapids, Iowa, has been operational since March 2006.

Turning to Quality to Improve Turbine Availability
During the 2007‑2008 winter, Clipper’s first turbines in Iowa, Illinois, and New York faced severe freezing rain and fog that caused anemometer failures. While the towers stayed online, the absence of working anemometers meant the 153‑foot blades could not be positioned to capture wind efficiently. Initial software fixes did not resolve the problem; additional units began to freeze, eroding turbine availability.
Faced with a growing list of failures, Clipper launched a root‑cause analysis (RCA) under the Six Sigma DMAIC framework—Define, Measure, Analyze, Improve, Control. Manager Mike Trueg, an ASQ senior member, used a scoring matrix to prioritize projects that impact safety, quality, and availability. The RCA was chartered to uncover why the anemometers were failing in winter and to develop a durable solution before the next season.
Following the DMAIC Approach
Selecting the team required a balance of expertise. Ellen Sennett, co‑leader, initially chose personnel with electrical experience, as the issue appeared to be electrical. The seven‑stakeholder team included manufacturing, field operations, quality assurance, supply chain, and vendor representatives, as shown in Figure 1.
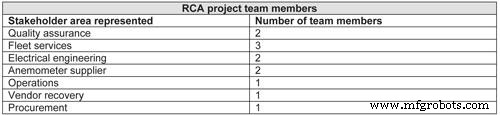
Figure 1
Not every member participated at every stage; vendors joined once the root cause was identified. The team followed the steps outlined in Figure 2.
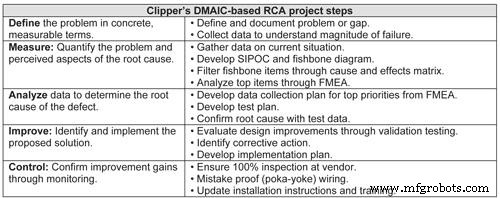
Figure 2
Defining the Problem
After the initial failures, Clipper began systematically recording each weather‑related outage, providing the data that launched the RCA charter.
Measuring to Quantify the Problem
Collected data showed that precipitation and temperature were within the anemometer’s specified limits. The team built a SIPOC matrix and a fishbone diagram that identified 45 potential causes. A cause‑and‑effects matrix narrowed these to nine high‑risk items for a failure‑mode and effects analysis (FMEA).
Analyzing Data to Determine the Root Cause
The team gathered evidence on the top FMEA risks through tests on 13 potential causes, ranging from improper wiring procedures to heating‑circuit deficiencies. Analysis revealed that the supplier’s heating‑circuit design fell short of the advertised specification, rendering it inadequate for Clipper’s operating conditions. The RCA team persuaded the supplier to acknowledge the shortfall, although earlier collaboration could have expedited the resolution.
Identifying and Implementing a Solution
With the root cause identified, the team tested improved heating‑circuit prototypes in a winter‑weather simulation lab, following military standard 810F section 521.2 for icing. Three prototype rounds were conducted: the first two failed under simulated conditions, but the third withstood extreme weather. The goal was to replace 405 anemometers nationwide by March 30, 2010.
Controlling to Confirm Improvement
Controls introduced include:
- Vendor‑led 100% inspection via a three‑day burn test of the heating system, eliminating defective shipments.
- In‑factory validation of all anemometers with turbine control units.
- A one‑way connector design to prevent incorrect field wiring.
- Color‑coded wiring for installers.
New Design Stands Up to Mother Nature
Field tests in winter 2008‑2009 and 2009‑2010 confirmed the redesign. Despite harsh conditions—winds of 40–50 mph, half‑inch ice, 4–8 inches of snow, and temperatures below –15 °C—only two weather‑related failures occurred, a 1.6% rate attributable to a vendor assembly issue, not the anemometer design. The RCA was formally closed.
The project kept customers in the loop with presentations on remediation steps, fostering trust and satisfaction. Many Clipper clients, familiar with Six Sigma tools, appreciated the transparent problem‑solving approach.
Employees at the Cedar Rapids monitoring center also benefited, experiencing fewer turbine incidents during winter storms. The RCA has helped Clipper staff adopt a proactive, preventive mindset, focusing on defect prevention from the design phase.
Building a Culture of Quality
Trueg and Sennett credit the RCA with highlighting the need for internal testing and supplier diversification. Clipper now tests components in-house before field deployment, mitigating future risks. The project also sparked interest in Six Sigma among team members, many of whom pursued green‑belt training.
For more information:
- Recommended reads: The Lean Six Sigma Pocket Toolbook by George, Rowlands, Price, and Maxey; Statistics for the Utterly Confused by Jaisingh.
- Visit the Knowledge Center at www.asq.org/knowledgecenter for resources on root‑cause analysis and Six Sigma.
About the author
Janet Jacobsen is a freelance writer specializing in quality and compliance. A Drake University graduate, she lives in Cedar Rapids, Iowa. The article was made available by the American Society for Quality (ASQ, www.asq.org).
Equipment Maintenance and Repair
- How a Strong Corporate Identity Drives Competitive Advantage
- Unlocking Operational Excellence: The Strategic Advantage of Optimized Maintenance Scheduling
- The Power of a Clear, Concise Vision: Driving Leadership Success
- Avoiding Common Pitfalls in Root Cause Analysis: A Practical Guide
- Maximize CMMS Value: Technology, Processes, and People Aligned
- How Maintenance KPIs Drive Asset Reliability and Business Value
- Harnessing Pareto Analysis to Optimize Maintenance Efficiency
- Fiberline Composites Sees Strong Growth in Wind Power Market
- Wind Power: Converting Air Movement into Clean Electricity
- Mastering Company Knowledge Management: A Proven Blueprint for Continuous Success