


How a Maintenance Storeroom Drives Reliability and Efficiency

In every organization, the seamless collaboration between maintenance and operations is essential. Yet, one of the most critical—and often overlooked—partnerships is that between maintenance teams and their storeroom. Delivering the right parts to the right people at the right time is the cornerstone of high‑performance maintenance.
Developing this partnership requires discipline, clear communication, and a shared focus on service levels. Unfortunately, many storerooms operate in isolation, prioritizing security over accessibility, which misaligns with maintenance’s needs and can hinder reliability goals.
Effective maintenance storerooms are built on proven principles: robust business processes, standardized systems, secure facilities, and skilled staff that manage materials from receipt to the job site. This includes stocked items, “zero‑stock” catalogs, direct purchases, and special parts stored outside the main building.
Key objectives for a storeroom include:
- Ensuring maintenance personnel can quickly locate, select, and obtain parts, with a return process that is both secure and efficient.
- Maintaining material quality so that reliability standards are met once items leave the storeroom.
- Providing a seamless internal supply chain that aligns with maintenance planning and scheduling.
The internal supply chain can be visualized as follows:
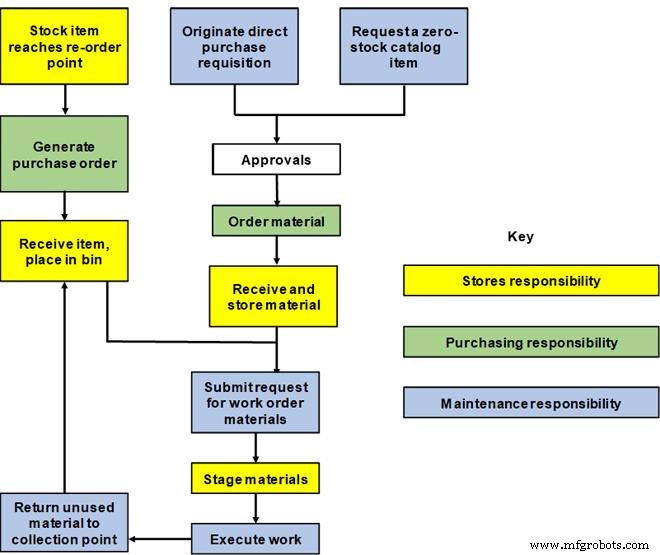
Successful execution of this chain hinges on close coordination: maintenance must forecast material needs and schedule work, while the storeroom stages the required items in advance. Without detailed planning, staging becomes wasteful and ineffective.
Storerooms can support maintenance through the following services:
- Intuitive search and cataloging—consistent naming standards, integrated stock and non‑stock listings, and on‑site staff support backed by a robust IT system.
- Efficient “free issue” protocols for small parts.
- Secure facilities staffed to control, retrieve, stage, and deliver all stocked and direct‑purchased items.
- Dedicated staging areas for work‑order kits, supporting at least two weeks of non‑shutdown maintenance if weekly scheduling is used.
- Specialized storage for planned shutdown materials.
- Streamlined return processes that ensure items are fit for restocking.
- Management of repairable and serialized spare parts.
- Real‑time tracking of out‑of‑building materials with input from maintenance and operations.
- Automated inventory management to reorder at the reorder point, replace items at shelf life, and handle core inventory functions.
- An integrated catalog that aligns with maintenance terminology.
- Root‑cause analysis of stock‑outs to distinguish equipment usage spikes from project over‑consumption.
- Transparent KPIs that monitor storeroom performance.
Including all objects used by maintenance—tools, manuals, and spare parts—in the storeroom’s scope keeps processes simple and efficient. A lightweight “tool tag” system can replace complex computer tracking for many items.
Aligning the storeroom’s mission with that of maintenance ensures that the plant remains reliable, safe, and cost‑effective over the long term. The storeroom’s purpose: provide maintenance partners with all necessary materials—on time, in the right place, in optimal condition—while keeping costs minimal.
Finally, managers must enforce stringent security protocols and address theft or loss decisively to maintain trust and protect company assets.
Equipment Maintenance and Repair
- How Predictive Maintenance Drives Efficiency and Cuts Downtime
- From Fixing to Running: Elevating Industrial Maintenance Strategy
- Optimizing Maintenance: Cost‑Effective Predictive Strategies for Manufacturing Leaders
- Who Should Oversee the Plant Storeroom? Best Reporting Practices
- What Maintenance & Reliability Leaders Are Prioritizing Right Now
- How Maintenance KPIs Drive Asset Reliability and Business Value
- Unlocking Reliability: How Condition‑Based Maintenance Drives Predictive Success
- The Evolving Role of Maintenance Managers in the Digital Age
- How AI Is Revolutionizing Robotic Process Automation
- How Regular Equipment Inspections Cut Maintenance Costs & Prevent Downtime