


Total Effective Equipment Performance (TEEP): A Strategic KPI for Scheduling & Capacity Planning
Toolboxes are designed for one purpose: to give you the right tool at the right time. Yet, relying on a single tool limits what you can achieve. Likewise, a maintenance team that monitors only one KPI can miss opportunities to elevate plant performance.
In this article, we explore Total Effective Equipment Performance (TEEP) and how it, along with OEE and OOE, can help maintenance leaders optimize scheduling and boost output.
What is TEEP?
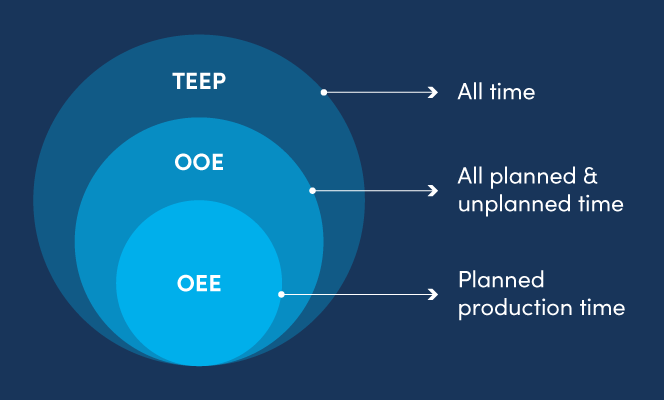
TEEP is part of the same KPI family as Overall Equipment Effectiveness (OEE) and Overall Operations Effectiveness (OOE). All three metrics combine performance, quality, and availability to assess equipment performance. The key distinction lies in how each metric defines availability.
TEEP measures an asset’s potential capacity by treating availability as the ratio of actual production time to the full 24‑hour, 365‑day calendar. It answers the question, “How much could we produce if scheduling were unconstrained?”

Mathematically, TEEP = performance × quality × availability, where availability = (current production time) ÷ (all available time). For example, if a machine ran nonstop for a week and produced perfect parts, its TEEP would be 100 %. If the same machine operated 16 hours a day, its availability would be 16 ÷ 24 = 67 %. Assuming 90 % performance and 88 % quality, the TEEP would be 0.9 × 0.88 × 0.67 ≈ 53 %.
Because most plants do not run 24/7, TEEP provides a valuable benchmark for assessing untapped capacity.
TEEP vs. OEE
OEE, the most widely used KPI, measures an asset’s current productivity. Its availability component is calculated as (actual run time) ÷ (planned production time). Thus, OEE reflects the real operating reality, whereas TEEP projects the maximum achievable output.

Because OEE is grounded in the existing schedule, it offers immediate insight into whether adjustments to availability, performance, or quality can unlock additional capacity. Facilities often monitor OEE in real‑time to drive continuous improvement.
TEEP vs. OOE
Overall Operations Effectiveness (OOE) extends OEE by including unscheduled downtime in the availability calculation: availability = (actual production time) ÷ (planned production time + unscheduled downtime). This gives a more comprehensive view of operational efficiency.

Using TEEP in Practice
When viewed together, TEEP, OOE, and OEE form a cascading framework: TEEP represents total potential, OOE reflects current performance with all downtime considered, and OEE captures the present state of production. This hierarchy helps teams pinpoint where scheduling changes could yield the greatest gains.
We spoke with Stuart Fergusson, Director of Solutions Engineering at Fiix, about applying these metrics at the plant level. “TEEP is a step removed from a pure maintenance KPI,” he explained. “It’s valuable for plant managers because it informs high‑level scheduling decisions.”
Typical questions TEEP helps answer include: “Should we add a shift?” “Is it worthwhile to run through holidays?” or “What would happen if we operated on weekends?”
Stuart cautioned that some teams may default to TEEP because OEE calculations are incomplete. For instance, if all maintenance is performed during weekends and those hours are excluded from OEE’s downtime, the metric can appear inflated. By treating maintenance as planned downtime, you obtain a more accurate OEE and a clearer picture of real capacity.
Consider a factory that reports a 90 % OEE over a five‑day workweek. At first glance, this suggests little room for growth. However, if all routine maintenance is scheduled on weekends—hours that would otherwise be available for production—those days are effectively removed from the capacity equation, skewing the OEE upward. Comparing TEEP, OOE, and OEE side by side reveals this hidden limitation.
“By examining the deltas between these metrics, you can uncover scheduling levers,” Stuart said. “For example, a low TEEP relative to OEE indicates that shifting or extending operating hours could unlock substantial capacity.”
TEEP for Capacity Planning
TEEP is most impactful when OEE has plateaued and there is no obvious way to improve current production schedules. It offers a benchmark for evaluating how much equipment sits idle and guides decisions on shift expansion, holiday coverage, or weekend operations.
However, Stuart emphasized that TEEP should be reserved for decision‑makers who can influence scheduling—operators, for instance, cannot alter the 24‑hour calendar. “Metrics must be actionable,” he noted. “If a metric is outside someone’s control, it provides little value.”
When maintenance teams, operators, and plant managers collaborate—leveraging their own metrics such as MTTR to reduce downtime—they can systematically increase overall equipment performance. Together, these efforts paint a holistic view of a plant’s true capabilities.
By integrating TEEP into your KPI portfolio, you gain a powerful tool for strategic scheduling, capacity expansion, and long‑term performance improvement.
Equipment Maintenance and Repair
- How SCADA Boosts Production Efficiency: A Comprehensive Guide
- Wrench Time: Definition, Importance, and Measurement
- Benchmarking for Reliability & Performance Enhancement
- 5 Key Drivers of Equipment Failure and Proven Prevention Strategies
- Criticality Analysis: Identifying & Prioritizing High‑Risk Equipment
- Maximize Project Success with Comprehensive Equipment Training
- Galvanization Explained: How Zinc Coatings Extend the Life of Metal Parts
- How Automation Enhances Customer Service: Boosting Efficiency and Reliability
- Boost Your Manufacturing Efficiency: Proven Strategies to Maximize Productivity
- How to Use a Post Processor Editor for CNC and Robot Simulations