


CNC Milling Example: G74 Scaling & G77 Subroutine Call
Submit by: BEATA
Summary
Num CNC program example using G-Codes G74 G77 G59 etc.
G74 Scaling factor enable
G77 Unconditional branch to a subroutine or block sequence with return
G59 Programme origin offset
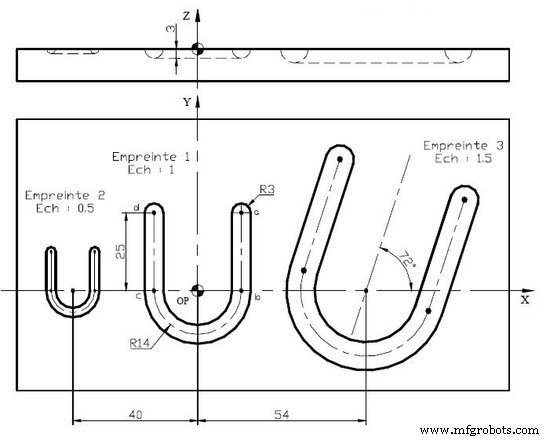
Drawing/Image
CNC Program
Main Program %21 (FRAISAGE DE TROIS EMPREINTES) N10 G90 G80 G40 G71 N20 G0 G52 Z0 N30 T1 D1 M6 (FRAISE SPHER DIAM = 6) N40 G94 F212 N50 G97 S1061 M3 N60 G59 X0 Y0 (DECALAGE ORIGIN NUL) N70 G74 E69000 = 1000 (ECH = 1) N80 G77 H2121 N90 G0 G52 Z0 M5 N100 T2 D2 M6 (FRAISE SPHER DIAM = 3) N110 G94 F318 N120 G97 S2123 M3 N130 G59 X-80 N140 G74 E69000 = 500 (ECH = 0.5) N150 G77 H2121 N160 G0 G52 Z0 M5 N170 T3 D3 M6 (FRAISE SPHER DIAM = 9) N180 G94 F177 N190 G97 S707 M3 N200 G59 X36 ED-18 N210 G74 E69000 = 1500 (ECH = 1.5) N220 G77 H2121 N230 G0 G52 Z0 M5 N240 M2 Subroutine %2121 (FORME EN U) N10 G0 X14 Y25 verticale de a N20 G0 Z2 approche sur Z N30 G1 Z-3 M8 a N40 G1 Y0 b N50 G2 X-14 Y0 R14 c N60 G1 Y25 d N70 G0 Z2 M9 dégagement
Precision 40mm Brass Drilling with CNC G74 Cycle – Detailed Lathe Program
Precision Contour Turning with G71 Cycle on CNC Lathe – A Practical Example
CNC Machine
- Haas M98 Subprogram Call: Practical Guide & Sample Code
- Master Haas CNC M97 Local Sub-Program Calls: Step-by-Step Example
- Step-by-Step Guide: Mill a Full Circle on CNC Machines Using Practical G‑Code
- Beginner’s Guide to G‑Code Milling: A Practical Sample Program
- Master Sinumerik 810 CNC Mill Radius & Chamfer Programming – Step‑by‑Step Example
- Haas Mill G107 Cylindrical Mapping Program Example – Step‑by‑Step CNC Code Guide
- Comprehensive NUM CNC Milling Program: G45 Pocket Milling, G81 Center Drilling, G84 Tapping, and G87 Chip-Breaking Drilling
- Detailed CNC Lathe Programming: G64, G65, G87 Cycles with Multi-Tool Operations
- NUM CNC Mill Program: Outer Contour Cutting with Through Drilling & Counterbore
- Efficient CNC Lathe Subprogram Calls for Repeated Pattern Cutting