


Pellet Extruders: Direct Pellet‑Additive Mixing—What You Need to Know
Pellet printing, also known as fused granulate fabrication (FGF), is mostly associated with injection molding, but it is also widely used in FDM 3D printing, especially under professional or industrial conditions. It allows the user to create custom mixes based on the chosen base polymer and additives, all in the form of pellets. FGF is the ideal methodology for large format printing and prototyping, and the manufacturing of filament itself. 3D printing with pellets required a 3D printer equipped with a pellet hopper and a pellet extruder, such as the high-flow Dyze Pulsar Pellet Extruder, which is compatible with most large-scale 3D printers or installed on robotic arms.
3D printing with pellets offers numerous advantages. The production costs are significantly lower (by 60 - 90 %) compared to filament 3D printing because pellets are more widely available and less processed than filament, which reduces their production cost and time. Moreover, FGF allows the use of recycled materials, and it is suitable for large-format printing, such as construction work. A great example of a pellet extruder incorporated into large-scale AM equipment is the pellet extruder robot that forms part of the CEAD Flexbot System.
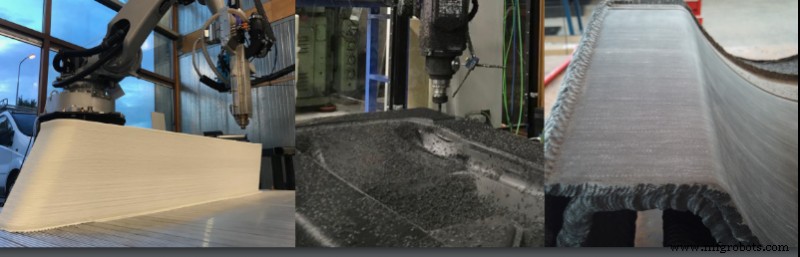
Image 1. Large-format 3D pellet printing with the CEAD AM Flexbot. Source: CEAD.
Plastic compounding
A very common practice in the plastic industry is plastic compounding. It consists in mixing molten polymers with various additives to achieve improved or advanced thermomechanical properties. The mix is then formed into the extrudate (plastic strands), cooled, and passed onto the granulator which chops the extrudate into pellets. Plastic compounding is a great way to improve the properties of the 3D printing material.

Image 2. A sample of a PETG masterbatch mix. Source: Dyze Design.
It is done by adding a color masterbatch to alter the color of the polymer, or an additive masterbatch to improve the thermomechanical performance of the plastic (better printability, higher flow rate or higher stiffness) or give it specialistic properties. Some of the properties than can be achieved by pellet mixing are:
- Strength and flexibility: polymers can be mixed with carbon fiber or glass fiber for improved thermomechanical properties.
- UV tolerance: plastic degradation can be slowed down by adding compounds protecting from UV radiation to the mix.
- Food safety additives: it must be ensured that plastics designed for contact with food are safe for that purpose.
- Antimicrobial features: plastic compounding is also used to make blends that inhibit germ growth on the surface of the plastic, a feature extremely important in medicine.
- Fire retardation: some polymers are enriched with substances that prevent or inhibit the spread of fire, a quality very useful in the automotive or aerospace industry.
- Magnetic detection: it is possible to mix polymer pellets with magnetically detectable pellets to achieve a magnetically detectable filament.
- ESD protection: mixing ESD safe pellets with a polymer base will result in an ESD safe material.
- Color: plastic compounding allows for practically unlimited color mixing.
Compounding is done by professional companies with the help of specialistic equipment such as co-kneaders, twin screws (co-rotating and counter-rotating) and internal mixers to ensure the proper blending of the polymers and additives. The result of this process are pellets that are ready to use in a 3D printer equipped with a pellet extruder.
Pellet mixing
The mixing of the pellets is done by mixing screws mentioned earlier. A mixing screw has three different zones, each with a role to play in the mixing process:
- The feeding zone, through which the pellets are transported down the extruder.
- The transition (compression) zone, where the air is removed from the pellet mix while it’s being heated and melted.
- The metering zone, whose task is to build up pressure and stabilize the flow of the output.
There are variations of the above model, with screws with altered metering sections, such as the Maddock screw, to further improve the mixing and homogenization of the melt.
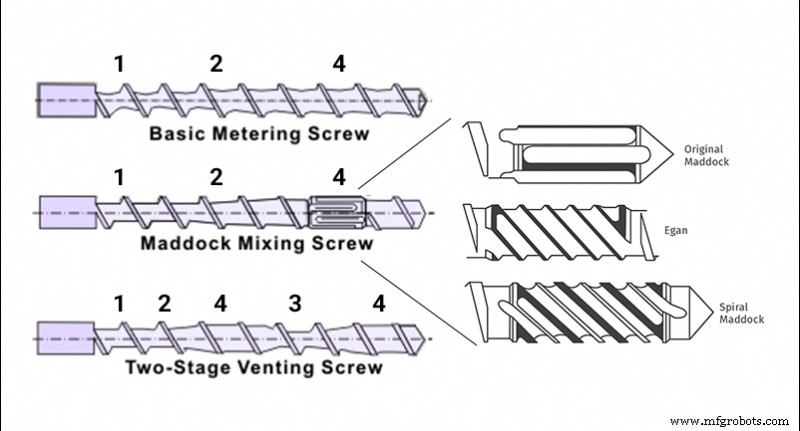
Image 3. Types of mixing screws, with the (1) Feed, 2) Transition, (3) Venting and (4) Metering sections. Source: Dyze Design.
The additional mixing section in the screw’s metering section has its drawbacks (torque requirements, heating due to the extra shearing motions) and the performance of the screw and even the output can be affected.
The best type of screw for mixing plastic pellets is a twin screw. It is the solution most commonly used in plastic compounding. An example of a twin screw would be two interlocking screws co-rotating inside of a closed barrel to ensure the proper mixing of the melt and a homogenous output.
Video 1. A simulation of compounding with a twin screw extrusion system. Source: EnginSoftSpa.
The advantage of a twin screw extruder over a single screw extruder is that in an extrusion system with two screws, good material flow does not depend on the flow properties of the material since two screws increase the pumping efficiency. Moreover, in a twin extruder system, the heat transition from the barrel to the material is more even and faster than in a one screw system.
Some screws do not contain the mixing section in order to reduce the weight and length of the screw. An example of a pellet extruder whose screw does not contain the mixing section, would be the Dyze Pulsar Pellet Extruder. The Pulsar has a special anti-oozing mechanism added close to the nozzle. This addition significantly improves the mixing by adding some mixing path and fixed separation to the melt right before it passes through to the nozzle. Apart from the anti-oozing mechanism, the Pulse has good shear in the screw itself.
Video 2. The Dyze Pulsar Pellet Extruder at work. Source: Dyze Design.
Those two features combined compensate for the lack of the mixing stage in the screw, and ensure the proper homogenization of the polymer mix. An experiment involving the Dyze Pulsar Pellet Extruder, a masterbatch of PETG pellets and 1.6 % of color pellets yielded a satisfying result, with excellent color consistency and material homogeneity.
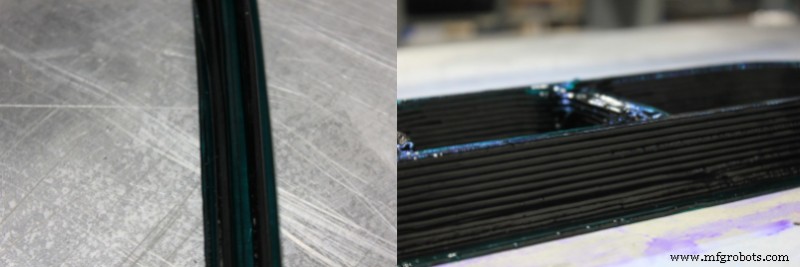
Image 4: An experiment involving the Dyze Pulsar Pellet Extruder, a masterbatch of PETG pellets and 1.6 % of color pellets. Source: Dyze Design.
Plastic compounding by means of pellet mixing is a technology that not only lets medium and large scale manufacturers reduce the time and cost of production but also have more control over the polymer mix for specific applications, since specialistic pellets and filament can be created from plastic pellets as a base and an addition of a color or additive masterbatch.
 Dyze Pulsar Pellet Extruder
Dyze Pulsar Pellet Extruder
 AM Flexbox System
AM Flexbox System
 Color masterbatch for pellets
Color masterbatch for pellets
 ABS ESD pellets
ABS ESD pellets
3D printing
- In‑House Production: The Fuse 1 Builds Its Own Parts
- Formlabs Draft Resin V2: Faster, Higher‑Resolution SLA Prototyping
- Harnessing Data in the Internet of Reliability: Strategies for Effective Management
- Stratasys Unveils the J750: A Breakthrough in Multi‑Material 3D Printing
- Revealing History: How 3D Printing Transforms Archaeology and Paleontology
- Stratasys Revives MakerBot: The Method Brings Industrial‑Grade Reliability
- 3D Selfies: How ni2 Transformed Employee Gifts with Additive Manufacturing
- Icon Explore: Christian Bagg’s Off‑Road Wheelchair Powered by Markforged’s Mark Two
- Reimagining the Go‑Kart: 3D‑Printed Carbon‑Fiber Parts for Unmatched Performance
- PLA vs. ABS in 3D Printing: Key Differences and When to Use Each