


Felt Fabric: History, Production, and Modern Uses
Background
While most fabrics are woven on a loom, felt is a dense, non‑woven material created by matted and compressed fibers or fur. Without warp or weft, felt is formed through the application of heat, moisture, and pressure. Typically, wool is blended with a synthetic fiber—such as polyester or nylon—to produce a resilient finished product, though wholly synthetic felts also exist.
Felt’s dimensions—width, length, color, and thickness—vary by application. Its dense structure makes it ideal for padding, lining, and sealing. Because it is not woven, edges can be cut cleanly without unraveling, and felt absorbs dye well, offering a wide spectrum of colors for craft use while industrial grades often retain their natural hue.
Common uses span from household items—air fresheners, bulletin boards, holiday decorations—to industrial components such as gaskets, machine seals, and cushioning pads. Felt’s versatility also extends to clothing as a stiffener or liner.
History
Felt is arguably humanity’s oldest textile. The earliest surviving examples, dating to around 700 B.C., were found in the frozen tombs of nomadic horsemen in the Siberian Taiga. Its ease of production—no loom required—made it a staple for clothing, saddles, and tents in harsh climates.
Legend attributes the accidental discovery of felting to St. Clement, a wandering monk who matted flax tow in his sandals using perspiration and ground moisture. After becoming bishop, he organized workers to refine the process, and felting earned him patronage among hatmakers.
Early hat‑making felts were often made from beaver fur blended with wool, prized for their softness and durability. By the late Middle Ages, Low Country manufacturers had mass‑produced beaver hats, lowering costs. In North America, beaver skins were a major export for European hatmakers during the 18th and 19th centuries. The 19th‑century black silk hat, finished to resemble beaver, eventually eclipsed the traditional beaver hat.
Traditional felting relied on hand‑shrinkage with warm water and pressure. Today, machinery accomplishes the same steps, though mercury was historically used until its toxic effects—tremors, hallucinations—led to the term “mad hatter.”
Over the past century, felt’s role expanded into crafts and industrial applications, now common in automotive and manufacturing equipment.
Raw Materials
Primary fibers: wool (for natural matting) and synthetic blends (polyester or nylon) for durability. Synthetics alone cannot be felted; they require wool. Other inputs include steam for fiber reduction, a mild sulfuric acid solution for thickening, and soda ash to neutralize the acid.
The Manufacturing Process
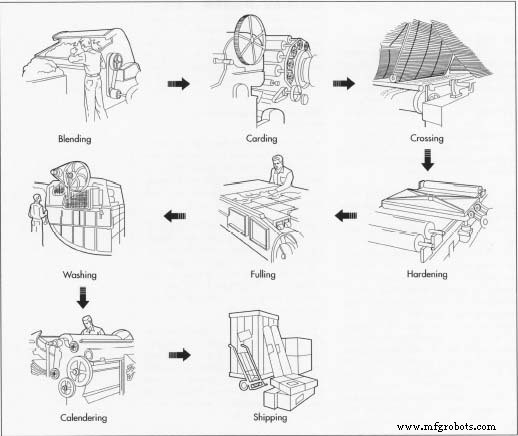
- Blend and open raw fibers in a steel‑nail cylinder to form a homogeneous mass.
- Card the blended fibers in large cylinders, pulling them into a parallel web via wire carding. Hopper‑feeders ensure consistent weight per web.
- Pass the first carded web through a second carder to produce a thicker, fully aligned web.
- Remove the web using a cross‑lapper or V‑lamir, then roll it into a single “batt” with alternating fiber direction.
- Combine multiple batt layers to create a standard thick web, often illustrated in the accompanying image.
- Steam the batts to activate the felting process, then feed them into a plate‑hardener that shrinks width under pressure and oscillation.
- Feed the wet batts into a fuller that shrinks length using hot water, sulfuric acid, and opposing steel rollers. Example: a 38 yd (34.7 m) piece may reduce to 30 yd (27.4 m).
- Neutralize acid residue in soda‑ash baths, timed precisely for yardage and width.
- Run the neutralized felt through a refuller for final smoothing.
- Optional dyeing in vats for colored grades; otherwise proceed directly to drying.
- Dry via centrifugal spin, large‑bed dryers, or open‑air methods.
- Press or iron to ensure consistent thickness and density.
- Trim edges on a gaging table, then label and ship.
Quality Control
Inspection starts with incoming raw wool, verifying purity and weight. Continuous monitoring of carded webs ensures target dimensions. After felting, weight, density, and dimensional uniformity are checked against specifications. Industrial standards require a 16 lb (7.3 kg) density felt to be 1 in (2.5 cm) thick, 36 in (91.4 cm) wide, and 36 in (91.4 cm) long.
Byproducts / Waste
Trimmed edge scrap, often coated with machine oil, is typically discarded to landfill. Recycling opportunities are limited due to contamination.
The Future
Felt remains in demand for military gear—helmets, boots, and even small rockets—as well as diverse civilian uses. A recent niche market uses ground, lightly soiled white felt as a spray to cover bald spots, showing felts’ continued adaptability.
Where to Learn More
Books
- Gioello, Debbie Ann. Profiling Fabrics. New York: Fairchild Publications, 1981.
- McDowell, Colin. Hats: Status, Style and Glamour. New York: Rizzoli, 1993.
Other Resources
- Design Arcade Web Page, November 2001.
- Interview with Dick Pursell, Director of Sales, U. S. Felt, Sanford, ME, August 2001.
- Sutherland Felt Company. Manufacturing of Wool Felts Wet Process, Troy, MI.
Manufacturing process
- Carbon Fiber: Composition, Manufacturing, and Future Applications
- Spandex: The Science, History, and Manufacturing of the Elastic Fiber
- Yarn Production: From Ancient Threads to Modern Innovation
- Fiberglass: Production, Materials, and Industry Outlook
- Rope: From Ancient Water‑Reed to Modern Synthetic Mastery
- Carbon Fiber Manufacturing: From Precursors to Premium Composites
- Woven Fabrics: Fundamentals for Composite Manufacturing
- Lanxess Introduces Lighter, Fossil‑Free Flax‑PLA Biocomposite for Scalable Production
- Thermoplastic Additives: Boosting Strength, Flexibility & Durability
- Carbon Fiber Varieties & Production Processes