


Fiberglass: Production, Materials, and Industry Outlook
Background
Fiberglass refers to a family of products manufactured from individual glass fibers bound together into a variety of forms. Glass fibers are broadly divided into two groups based on geometry: continuous fibers, which are spun into yarns and woven into textiles, and short, discontinuous fibers, which are used as batts, blankets, or boards for insulation and filtration.
Continuous fibers can be spun much like wool or cotton, then woven into fabrics that find niche applications such as draperies. These textiles are often used as reinforcement for molded and laminated plastics. Short‑fiber glass wool—a dense, fluffy material—provides thermal insulation and sound absorption. It is widely installed in ship and submarine bulkheads, automotive engine compartments, furnace and HVAC systems, acoustic panels, and architectural partitions. Fiberglass can be engineered for specific performance classes: Type E (electrical) fibers serve as insulation tape and reinforcement; Type C fibers resist acids for chemical applications; and Type T fibers offer high‑temperature insulation.
Although commercial glass fiber use is relatively recent, artisans have long employed glass strands for decorative purposes. In 1713 French physicist Rene‑Antoine Ferchault de Reaumur created textiles embellished with fine glass strands, a technique later duplicated in 1822 by British inventors. A British silk weaver produced glass fabric in 1842, and inventor Edward Libbey showcased a glass‑woven dress at the 1893 Columbian Exposition in Chicago.
Glass wool—an irregular bundle of short fibers—was first manufactured in Europe around the turn of the 20th century. The process involved drawing fibers horizontally from rods onto a rotating drum. Subsequent decades saw the development of a patented spinning process. Germany produced the first industrial glass‑fiber insulation during World War I. In the United States, the 1930s marked significant progress under the leadership of Owens‑Illinois Glass Company and Corning Glass Works, who pioneered a fine, pliable, low‑cost glass fiber by drawing molten glass through microscopic orifices. The merger of these two firms in 1938 created Owens‑Corning Fiberglas Corp., now known simply as Owens‑Corning—a $3 billion‑per‑year leader in the fiberglass market.
Raw Materials
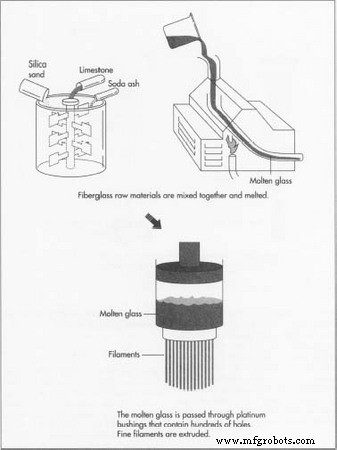
The core ingredients for fiberglass products include natural minerals and manufactured chemicals. Silica sand, limestone, and soda ash form the basic matrix. Additional additives—such as calcined alumina, borax, feldspar, nepheline syenite, magnesite, and kaolin clay—tailor specific properties. Silica sand acts as the glass former; soda ash and limestone lower the melting temperature; and borax enhances chemical resistance. Waste glass, or cullet, is also incorporated. Precise batching, with exact weights and thorough mixing, precedes the melting step.
The Manufacturing Process
Melting
- 1. After batching, the mixture is fed into a furnace that may be powered by electricity, fossil fuel, or a hybrid. Temperature control is critical to sustain a smooth, steady glass flow. The molten glass must reach about 2 500 °F (1 371 °C)—higher than other glass types—to allow fiber formation. Once molten, the glass is transferred to a forming station via a forehearth channel.
Forming into fibers
- 2. The method for producing fibers depends on the desired fiber type. Textile fibers can be drawn directly from the furnace or first passed through a machine that creates ~0.62‑inch (1.6 cm) glass marbles, which permit visual inspection for impurities. In both direct‑melt and marble‑melt processes, the glass is fed through electrically heated spinnerets—made of platinum or alloy—containing 200 to 3 000 ultra‑fine orifices. Molten glass emerges as fine filaments.
Continuous‑filament process
- 3. Long, continuous fibers are produced by drawing the molten glass through the spinneret and immediately winding it on a high‑speed winder. The winder rotates at roughly 2 miles (3 km) per minute, far exceeding the glass flow rate. Tension pulls the filaments while still molten, creating strands smaller than the spinneret openings. A chemical binder is applied to protect the fiber during downstream processing. The filament is wound onto tubes, then twisted and plied into yarn.
Staple‑fiber process
- 4. Alternatively, the staple‑fiber process cools the molten glass with rapid air jets, which simultaneously quench and fragment the filaments into 8‑15‑inch (20‑38 cm) lengths. These short fibers fall through a lubricated spray onto a rotating drum, forming a thin web. The web is drawn from the drum into a loosely assembled strand that can be spun into yarn using standard textile techniques.
Chopped fiber
- 5. Rather than spinning yarn, continuous or long‑staple strands can be chopped into short pieces. The strand is mounted on a creel—a set of bobbins—and fed through a machine that cuts it into predetermined lengths. The chopped fibers are formed into mats, to which a binder is added. After oven curing, the mat is rolled. Variations in weight and thickness produce products for shingles, built‑up roofing, or decorative mats.
Glass wool
- 6. Glass wool is manufactured using a rotary or spinner process. Molten glass flows from the furnace into a cylindrical chamber with numerous holes. As the chamber spins rapidly, horizontal streams of glass are ejected. A blast of air, hot gas, or both converts these streams into fibers that fall onto a conveyor belt, interlacing into a fleecy mass. The wool can be sprayed with a binder, compressed to the desired thickness, and cured in an oven. The heat sets the binder, yielding a rigid, semi‑rigid board or a flexible batt.
Protective coatings
- 7. Beyond binders, fiberglass products require additional coatings. Lubricants reduce fiber abrasion and are either sprayed directly or mixed into the binder. Anti‑static agents may also be sprayed during the cooling step; cooling air drives the agent through the mat’s thickness. The agent combines a static‑minimizing material with a corrosion inhibitor and stabilizer. Sizing—any coating applied during forming—can contain lubricants, binders, or coupling agents. Coupling agents strengthen the bond when fibers reinforce plastics.
Forming into shapes
- 8. Fiberglass products are shaped through multiple techniques. For example, pipe insulation is wound onto rod‑like mandrels directly from the forming units, then cured in an oven. The cured lengths—typically 3‑foot (91 cm) or shorter—are demolded lengthwise and sawn to specification. Facings are added if required, and the finished product is packaged for shipment.
Quality Control
During fiberglass insulation production, sampling occurs at several critical points: the mixed batch, molten glass from the bushing, glass fiber exiting the fiberizer, and the final cured product. Bulk glass and fiber samples undergo chemical analysis and flaw inspection using advanced analyzers and microscopes. Particle size distribution is measured by sieving the batch through various mesh sizes. Final dimensions, such as thickness, are verified post‑packaging; deviations indicate sub‑standard glass quality.
Manufacturers employ standardized test procedures to quantify and optimize acoustic resistance, sound absorption, and barrier performance. By adjusting fiber diameter, bulk density, thickness, and binder content, producers tailor acoustic properties. Thermal performance is similarly controlled through comparable parameters.
The Future
The fiberglass industry confronts several challenges through the 1990s and beyond. Increased production—spurred by U.S. subsidiaries of foreign firms and productivity gains—has created excess capacity that current and projected markets cannot absorb.
Competing insulation materials, such as rock wool—benefiting from recent process and product advancements—foam, and cellulose (used in attic insulation), also vie for market share.
With a soft housing market driving demand for lower prices, consumers now expect cheaper products, a trend intensified by retailer and contractor consolidation. Consequently, the industry must continue cost reductions in two key areas: energy and environment. More efficient furnaces that rely on diversified energy sources will be essential.
As landfills near capacity, manufacturers must aim for near‑zero solid waste output without inflating costs. This goal demands improved processes that reduce liquid and gas waste and maximize reuse. Reprocessing and remelting of waste to reclaim raw materials is already underway at several facilities.
Manufacturing process
- Felt Fabric: History, Production, and Modern Uses
- Spandex: The Science, History, and Manufacturing of the Elastic Fiber
- Yarn Production: From Ancient Threads to Modern Innovation
- Rope: From Ancient Water‑Reed to Modern Synthetic Mastery
- Stained Glass: History, Craftsmanship, and Contemporary Revival
- What Is Fiberglass Cloth Made Of? – Composition, Weave Types, and Key Properties
- Key Performance Characteristics of Glass Fiber Yarn: Strength, Stability, and Thermal Resistance
- E‑Glass & C‑Glass Fiberglass Cloth: Types, Weaves, and High‑Performance PTFE Coated Applications
- Premium Marine Fiberglass Cloth Supplier – Fast Delivery & Free Samples in Singapore
- Understanding Glass Fibers in Reinforced Plastics: Production, Types, and Applications