


From Paper to Polypropylene: The Modern Manufacturing of Drinking Straws
\n
Background
\nA straw is a simple yet essential tool that allows us to enjoy beverages more conveniently. Early historians believe the first straws were cut from dried wheat stalks, a practical solution that evolved into modern manufacturing techniques.
\nDuring the industrial age, paper straws were produced by rolling wax‑coated paper into hollow tubes. The wax coating prevented the paper from absorbing liquid, but even then the straws became soggy and unusable over time. In the 1960s, the industry shifted to polypropylene plastic, which offered durability, safety, and lower cost. Today, straws come in a wide array of shapes, colors, and specialized functions.
\nRaw Materials
\nStraws are composed of a carefully formulated blend of plastic resin, colorants, and additives.
\nPlastic
\nPolypropylene (PP) is the dominant material for modern drinking straws. Developed in the mid‑1950s, PP is a lightweight, chemically resistant thermoplastic that can be melted and reshaped repeatedly. It is approved for indirect food contact and is widely used in packaging such as yogurt containers and bottle caps.
\nColorants
\nColorants give straws visual appeal. In the United States, pigments must be FDA‑approved for food contact or be rigorously tested to ensure they do not leach into beverages. Only a small amount of pigment is required to achieve bright, consistent colors.
\nOther Additives
\nAdditional additives—plasticizers, antioxidants, UV stabilizers, and inert fillers—enhance flexibility, resist oxidation, shield against sunlight, and increase bulk density. All additives must meet FDA safety requirements.
\nPackaging Materials
\nIndividual straws are typically wrapped in paper sleeves, while bulk orders are packed in plastic pouches or cardboard boxes to maintain hygiene and protect the product during transit.
\nThe Manufacturing Process
\nThe production of drinking straws involves several key stages: compounding, extrusion, specialized operations, and final packaging.
\nPlastic Compounding
\n- \n
- Polypropylene resin is mixed with plasticizers, colorants, antioxidants, stabilizers, and fillers in an extrusion compounder. The machine heats and blends the powders into a molten stream that exits the barrel as thin strands, typically 0.125 inch (0.3175 cm) in diameter. \n
- These strands are cooled, cut into short pellets, dried, and stored for subsequent molding. \n
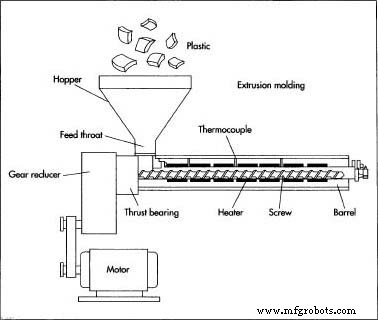
Straw Extrusion
\n- \n
- Pellets are fed into a second extruder equipped with a hollow‑tube die. A high‑speed screw forces the molten resin through the die, forming a continuous straw. \n
- The extruded straw is guided by a puller and optionally sized through metal plates to ensure a uniform diameter. \n
- Cooling occurs in a water bath or over a chilled mandrel to set the internal dimension, after which the tube is cut to length by a knife assembly. \n
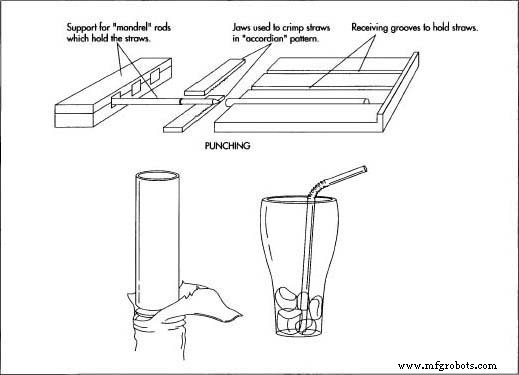
Special Operations
\n- \n
- Straws requiring unique designs—such as “crazy” or bendable models—undergo additional processing. Bendable straws feature grooves or rings crimped into the tube, allowing them to flex without collapsing. \n
- Special molding equipment bends or shapes the extruded straw before it is cooled and cut. \n
 \n
\nPackaging
\n- \n
- After extrusion, straws are individually wrapped in paper sleeves. A funnel and rotating wheel pick each straw and place it onto a vacuum‑held paper sheet. \n
- Additional paper layers are fed over the first layer and sealed by a heating roller, creating a crisp, sanitary package. \n
- A die cuts the wrapped straws into individual units, which are then bundled and packed into boxes or pouches for shipment. \n
 \n
\nQuality Control
\nQuality assurance occurs throughout the production line. During compounding, the blend must be monitored to ensure precise ratios. Prior to extrusion, a purge cycle cleans the barrel and verifies equipment readiness.
\nDuring extrusion, temperature control is critical. If the resin is too cool, viscosity rises and flow stalls; if too hot, thermal degradation weakens the material. Operators watch for die buildup and oxidation, both of which can compromise the straw’s appearance and integrity.
\nPost‑production cleaning removes residue from previous batches, preventing cross‑contamination. Proper die cleaning is performed while the machine remains hot, allowing any leftover resin to be scraped off easily.
\nByproducts & Waste
\nThe primary waste stream is defective or overheated resin, which is discarded. However, failed straws can be regrind: they are pulverized, remelted, and reused thanks to polypropylene’s thermoplastic nature, minimizing material loss.
\nThe Future
\nInnovation continues in straw manufacturing. New polymer blends reduce costs and improve compliance, while advanced processing techniques—such as blow molding and thermochromic colorants—expand functionality. Thermochromic pigments change color with temperature, enabling straws that indicate hot or cold drinks. Printing technologies can imprint beverage branding directly onto the straw, providing instant product identification.
Manufacturing process
- Premium Plastic Dolls: From Playtime to Collectible Art
- Cushioning Laminates: Production, Materials, and Future Trends
- Acrylic Plastic: Properties, Production, and Future Trends
- Decorative Plastic Laminate: From Formica to Modern Manufacturing
- Premium Plastic Food Wrap: Preserve Freshness & Seal Odors
- The History, Production, and Recycling of PET Soda Bottles
- Multi-Material Plastic Hardware Solutions for Industrial & Medical Applications
- Choosing Between Plastic and Metal: Expert Insights for Optimal Material Selection
- DIY Robot Gripper: Build an Arduino-Driven Plastic Hand
- Plastic vs. Wood Pallets: Selecting the Optimal Choice for Your Supply Chain