


The Button: From Ancient Fastener to Modern Innovation
Background
The button’s origins stretch back to prehistoric times, yet it has survived millennia of changing fashion and manufacturing techniques. While buttons were in use for thousands of years, the buttonhole—believed to have been introduced to Europe by Crusader knights in the 13th century—sparked a boom in button use. During the Renaissance, men’s jackets were often adorned with rows of buttons from chin to waist, sleeves were buttoned from elbow to wrist, and trousers featured waist, knee, or thigh buttons. Parisian guilds in the 13th century were already crafting buttons from wood, bone, brass, pewter, gold, and silver.
By the 18th century, the button industry had flourished across Europe. Artisans introduced a variety of techniques: the court of Louis XIV favored intricate buttons made of precious metals, jewels, and embroidered cloth; English manufacturers pioneered steel buttons; and French craftsmen popularized glass or glass‑metal buttons. Renowned artists—such as Antoine Watteau—also contributed to button design, while fine‑china houses like Wedgwood, Limoges, and Staffordshire supplied exquisite buttons.
The late 1700s saw the first factories producing metal buttons by die‑cutting. Die‑makers were initially prohibited from emigrating, but the technology eventually spread, leading to mass production in metal, glass, and other materials. In the 19th century, extravagant buttons celebrated theatrical and literary scenes, with die‑makers creating motifs from plays, novels, nursery rhymes, Wagner operas, and Gilbert & Sullivan operettas.
By the early 20th century, fashion shifted toward simpler silhouettes, reflecting the emerging white‑collar class. Inexpensive, matched shirt buttons appeared in five‑and‑dime stores by 1910. Plastic buttons entered the market in the 1930s, though sea‑shell and other natural materials still dominated many garments. World War II accelerated plastic technology; acrylic buttons were repurposed from surplus bomber gun turret material, and the post‑war era saw the button industry transition almost entirely to plastic. Production methods include mold‑casting and injection molding; the most common approach is die‑cutting from cylinder‑cast polyester, as illustrated below.
Raw Materials
While natural materials remain in use, they demand more labor than plastic. Whale ivory, elephant ivory, and tortoiseshell buttons are prohibited in the U.S. due to wildlife protection laws. Horn buttons, sourced from cow or buffalo hooves, have declined in quality and color; antique horn exhibits vibrant streaks, whereas modern horn tends to be a dull brown. Horn buttons remain a hallmark of high‑end men’s fashion but can cost up to a dollar each, compared to the half‑cent price of standard plastic buttons. Mother‑of‑pearl buttons, prized for their luster, became expensive after WWII as Pacific divers raised prices for their labor. German‑imported glass buttons also fell out of favor post‑war due to the intensive handwork required.
Polyester is now the predominant button material. Its unique properties—combined with dyes, red carbonate for a pearlescent sheen, carbon black for black, and titanium for white—create durable, color‑fast buttons. A chemical catalyst and wax further harden the polyester during manufacturing.
The Manufacturing Process
Mixing the Polyester
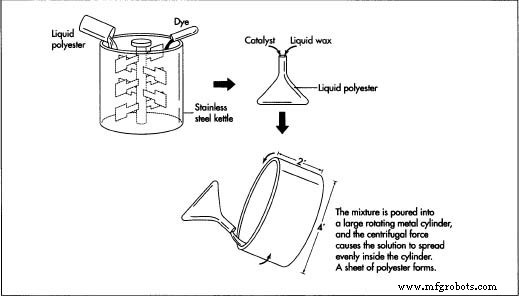
- 1. Liquid polyester arrives at the factory. It is drained from its storage tank and measured into a stainless‑steel kettle. Dye is added if the buttons require color. The mixture is poured into an 11‑liter metal beaker, followed by the catalyst and liquid wax.
Pouring into the Cylinder
- 2. The polyester‑catalyst‑wax mixture is poured into a large, rotating steel cylinder lined with chrome. Typical dimensions are 2 ft long and 4 ft in diameter. The cylinder rotates at 250 rpm, and centrifugal force spreads the liquid into an even sheet. A 2‑inch lip prevents leakage.
Hardening the Sheet
- 3. While rotating, the polyester reacts with the catalyst and hardens. Wax rises to the surface and sinks to the bottom, sandwiching the solidified sheet between wax layers. After 20 minutes, the sheet solidifies to a crumbly consistency similar to stale cheese.
Cutting the Sheet
- 4. Once hardened, the cylinder stops and the sheet is removed. It is rolled onto a wooden tube, the top wax layer peeled off, and the sheet is fed into a blanking machine.
Cutting the Blanks
- 5. The blanking machine transports the polyester sheet along a conveyor belt. Circular steel dies puncture button‑sized circles—blanks—into the sheet. Different dies produce standard button sizes. Cutting takes 2–4 minutes depending on size.
Cooling the Blanks
- 6. Blanks, still hot from the catalyst reaction, are placed into a nylon bag and submerged in a 230 °F (110 °C) salt‑water bath for 15 minutes. They then move to a cold‑water tank, fully hardening. A centrifugal dryer spins the blanks in a wire‑mesh basket to remove excess moisture.
Styling the Blanks
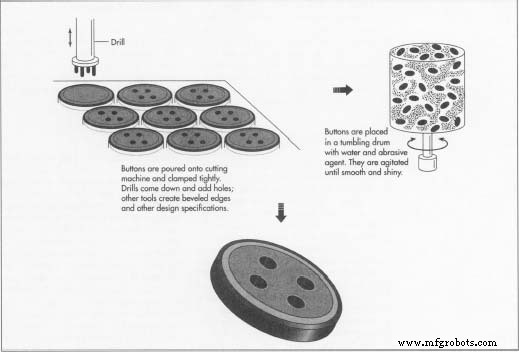
- 7. Each blank is positioned on a cutting head tailored to the desired design—bevel, flat, or concave. The blade cuts the button, after which drills form holes per the manufacturer’s specifications (hole count, diameter, spacing). A vacuum lifts finished buttons into a collection bin. Production can reach hundreds of buttons per minute, varying with size and complexity.
Finishing the Buttons
- 8. After cutting and drilling, buttons may have rough edges or tool marks. They are placed in hexagonal tumbling drums containing water, abrasive media, and foaming agent. Drums spin for up to 24 hours, polishing buttons until smooth and shiny. Finally, they are washed and dried.
Quality Control
Finished buttons undergo a visual inspection on a conveyor belt. Inspectors remove any cracked or mis‑cut buttons, ensuring only flawless pieces reach packaging and sale.
The Future
Despite the rise of zippers, Velcro, and stretch fabrics that reduce the need for fasteners, the button remains both functional and fashionable. Innovation continues, exemplified by the ceramic Diamond Z button—a zirconium‑oxide design introduced by Joseph Coors Jr. in 1993. Fired at 3,200 °F (1,760 °C) and coated with an ivory‑like finish, the button boasts 2.5 times the flexing strength of steel. A rigorous drop test demonstrates its indestructibility, yet its high production cost keeps it from replacing conventional polyester buttons.
Manufacturing process
- The Art and Craft of Headstones: History, Materials, and Modern Manufacturing
- The Spork: Evolution, Materials, and Modern Manufacturing
- The Evolution and Craft of the Modern Swimsuit: From Ancient Pools to High‑Tech Fabric
- The Art and Evolution of the Corkscrew: From Ancient Tool to Modern Engineering
- Footbag: From Ancient Training Tool to Global Sport
- The Craft and Science Behind Everyday Shoelaces
- Skateboarding: History, Design, and Modern Manufacturing
- Doorknob: History, Design, and Modern Manufacturing
- The Carousel: From Ancient Revolving Rides to Modern Craftsmanship
- Sofa: From Ancient Luxury to Modern Comfort – A Comprehensive Guide