


The Complete Guide to Freeze‑Dried Food: Preservation, Production, and Future Trends
Background
Freeze‑drying, also known as lyophilization, is a modern preservation technique that removes nearly all moisture from food while keeping its structure, color, and flavor intact. The process involves freezing the product, then sublimating the ice under a vacuum, and finally sealing the item in an airtight package. The resulting product is lightweight, shelf‑stable at ambient temperatures, and requires minimal preparation when rehydrated.
Developed during World War II to preserve blood plasma without refrigeration, the technology quickly found commercial applications after the war. Coffee was the first mass‑market freeze‑dried product, and today the method is applied to a wide range of fruits, vegetables, meats, eggs, and flavorings.
Key advantages include:
- Up to 98% moisture removal, making the product extremely light and inexpensive to ship.
- No refrigeration needed, cutting storage and logistics costs.
- High microbial safety—sublimation kills yeast and bacteria, creating virtually contamination‑free food.
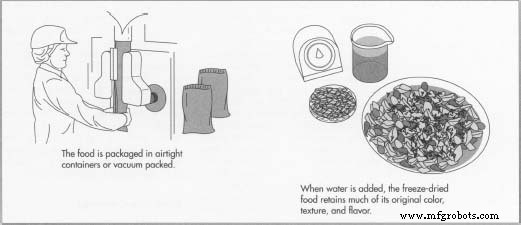
- Retention of natural texture and taste after rehydration, giving consumers a familiar eating experience.
The primary drawback is cost: the capital expense of freeze‑drying equipment and the labor‑intensive, time‑consuming process translate into higher retail prices compared to canning or conventional freezing.
Raw Materials
Not all foods are suitable for freeze‑drying. Liquids, thin cuts of meat, and small fruits/vegetables freeze‑dry efficiently. Common examples include coffee, shrimp, crab, lobster, beef, chicken, beans, corn, peas, tomatoes, berries, citrus, and even olives. Thick or whole items—such as large fruit pieces or sizable meats—are difficult to process and often not economically viable.
The Manufacturing Process
A typical freeze‑drying facility is a large plant equipped with state‑of‑the‑art machinery. Food‑handling areas must meet USDA standards, and staff follow stringent regulatory procedures. The plant layout generally includes: a receiving and bulk storage area; a cooking or blanching station for items that need pre‑cooking; multiple large freezing and drying chambers; a packaging line; and optional research or test kitchen spaces for product development.
The process itself varies by product but follows these core steps:
Testing and Preparation
- Raw ingredients undergo contamination checks and purity tests. Seasonal cycles dictate which foods are processed—e.g., January focuses on celery, olives, and citrus; July centers on green beans, peas, and strawberries.
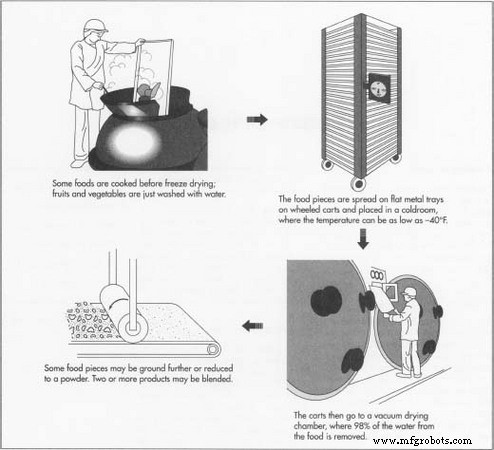
- Seafood and meats are typically pre‑cooked; fish, shrimp, and beef are cut into small pieces before freezing. Fruits and vegetables are washed, peeled, and blanched as needed. Coffee is supplied as a pre‑brewed concentrate, often enriched with a small amount of bean oil to preserve aroma.
Freezing
- Ingredients are spread on flat, metal trays and stacked in carts. For pre‑cooked items, trays are pre‑chilled to avoid partial thawing. Coffee liquid is poured into shallow pans.
- Trays are moved into a walk‑in coldroom where temperatures can reach as low as -40°F (-40°C), rapidly freezing the product. Several coldrooms may operate concurrently.
Drying
- The frozen trays are transferred to a vacuum drying chamber—often a large, horizontal cylinder with semi‑elliptical ends. One end is hinged for easy loading.
- The chamber is sealed and a vacuum pump reduces pressure to about 0.036 psi (0.0025 bar). Heat is applied via conduction, radiation, or microwave, raising the temperature to roughly 100°F (38°C).
- Under these conditions, ice sublimates directly into vapor (triple‑point physics), leaving behind a porous, sponge‑like structure that rehydrates quickly.
- Drying times vary: liquids like coffee take ~4 hours; semi‑solids and meats may require 12 hours or more.
Sizing and Blending
- Post‑drying, products are tested for moisture and purity.
- Items may be ground into finer powders or sieved for uniformity. Blending multiple components allows customization to customer specifications.
Packaging
- Freeze‑dried foods are sealed in airtight containers—plastic laminated foil pouches, metal or fiber drums, or vacuum‑packed bags—to prevent moisture uptake.
- Inert gases such as nitrogen can be injected to displace oxygen and inhibit oxidation.
- Packaging occurs immediately after drying. Finished products are carted to grocery warehouses or bulk suppliers—e.g., freeze‑dried blueberries destined for baked‑goods manufacturers.
Quality Control
Each product has unique parameters—raw sizing, cooking or blanching times, freezing rates, vacuum pressures, heating methods, final dried temperature, residual moisture, storage atmosphere, and rehydration protocols. Modern facilities employ microprocessors to monitor and log these variables in real time.
Centralized computers analyze data via statistical quality control, ensuring consistency across batches and compliance with USDA and FDA guidelines. Additional tests include gas chromatography, oxygen transmission analysis, and microbiological assays for raw and finished products.
The Future
Beyond food, freeze‑drying preserves pharmaceuticals (antibiotics, vaccines), specialty chemicals, pigments, and ceramic powders. Emerging research focuses on aerosol sprays and the preservation of cut flowers, enabling long‑term storage of bouquets that can be rehydrated to appear fresh. Such innovations expand the versatility of freeze‑drying across industries.
Manufacturing process
- The Science and Industry of Frozen Vegetables: From Harvest to Table
- TV Dinners: History, Production, and Future Innovations
- Pet Food Production: From Ingredients to Regulation – A Complete Guide
- Pavlov’s Cat: IoT Dinner Timer to Train Your Cat
- Food Quality Sensor: Detecting Food Freshness with Arduino
- Proven Food Safety Strategies for Safe Material Handling
- 7 Proven Strategies for Efficient Food Inventory Management
- Thermal Bags Explained: Safely Transporting Food and Vaccines
- Versatile Food Vending Machines: From Snacks to Fresh Sandwiches
- How Industrial Robots Transform Food Manufacturing: Efficiency, Safety, and Quality