


Frozen Yogurt: History, Ingredients, and Manufacturing Insights
Background
Frozen yogurt is a refreshing, tangy dessert that blends the creamy textures of ice cream with the bright acidity of sherbet. Though it entered the modern dessert landscape only in the latter half of the twentieth century, its roots trace back thousands of years to ancient Asia, where early versions of water ice were first crafted. Roman accounts describe Emperor Nero’s chilled fruit juices, and by the 13th century Marco Polo introduced these icy treats to Italy, sparking a European craze that eventually reached North America with the arrival of colonists.
Technological breakthroughs throughout the 1800s simplified the production of frozen treats. In 1848 the first hand‑freezer was patented, and Jacob Fussell of Baltimore launched the United States’ first wholesale ice‑cream manufacturer. The turn of the century saw the invention of pasteurization machines and homogenizers, which enhanced both safety and texture. Subsequent innovations—direct expansion freezers, continuous freezing, and low‑temperature refrigeration in the 1940s—opened new markets and introduced convenient carry‑home packages. High‑tech, high‑volume processing machinery of the late 1960s and 1970s propelled the industry to new heights.
Throughout the 1970s, frozen yogurt struggled to find its footing, with early consumers complaining it tasted too much like plain yogurt. Manufacturers responded by refining recipes, and the 1980s health‑conscious wave embraced the low‑calorie dessert with enthusiasm. Frozen yogurt quickly diversified into countless flavors and could be served in cones, cups, on crepes, waffles, or as part of a banana split. Its tangier profile and richer texture set it apart from both ice cream and sherbet.
By 1986 the frozen‑yogurt market had reached $25 million in sales, achieving triple‑digit growth. Major ice‑cream producers swiftly launched their own brands, recognizing the category’s staying power. In the early 1990s frozen yogurt captured roughly 10 % of the total frozen‑dessert market, generating $330 million in sales and producing 135 million gallons of product.
Raw Materials
The distinctive tang of frozen yogurt comes from two key bacterial cultures: Lactobacillus bulgaricus and Streptococcus thermophilus. These cultures represent about 1 % of the final mix but are essential for flavor and texture.
Production closely mirrors that of ice cream, except for the yogurt culture addition. Two core components—water and air—play vital roles. Air is aerated to add volume, while water acts as the continuous phase, transitioning from liquid to a partially solid state without completely freezing the product. Frozen yogurt always contains small ice crystals, giving it a smooth mouthfeel.
Milk and milk products form the bulk of the mixture. Milk fat typically ranges from 0.5 % to 6 % depending on the desired fat level. Milk‑solids‑not‑fat (MSNF) make up 8 %–14 % of the blend, providing lactose (55 %), protein (37 %), and minerals (8 %). The protein contributes to a silky texture and helps resist melting.
Sugar accounts for 15 %–17 % of the ingredients, with sucrose (cane or beet) as the primary sweetener. It enhances flavor, body, and viscosity, and raises the total‑solids content, which replaces water and boosts food value. Egg solids are sometimes added to reduce freezing time and further enrich the mixture.
Stabilizers—gelatins derived from animal or vegetable sources—maintain a smooth consistency in retail environments where temperature fluctuations can coarsen texture. They reduce crystallization, slow melting, and improve handling. Emulsifiers, often fatty acids, create smaller air cells, increase firmness, and shorten whipping time. Though naturally present in milk, added stabilizers and emulsifiers comprise only 0.5 %–0.6 % of the overall mix.
Minor ingredients include egg solids, colorants, mineral salts, caseinate derivatives (citrates, phosphates), and a range of flavors—fruit, extracts, nuts, cocoa, vanilla, and spices such as allspice, cinnamon, cloves, nutmeg, and ginger.
The Manufacturing Process
Processing the mix
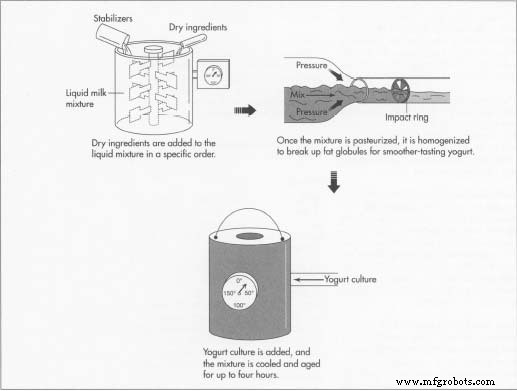
- 1. Fresh, high‑quality ingredients are weighed precisely. Liquid and dry components are mixed separately before combined in a vat.
- 2. The liquids are blended, heated, and the dry ingredients are added in a controlled sequence. The batch is tempered and heated gradually to 120 °F (49 °C) to avoid lumpy texture and ensure complete dissolution.
Pasteurizing the mix
- 3. Pasteurization eliminates pathogens and preserves the product. Industry standards now favor heating to 175 °F (79 °C) for 25–40 seconds, though higher temperatures of 210–220 °F (99–104 °C) are used to further refine flavor and integration.
Homogenizing the mix
- 4. Homogenization reduces fat globule size to below 2 µm, preventing cream separation. The process involves high‑velocity pumping, impact rupture, and cavitation to ensure a uniform microstructure.
Inoculating with yogurt culture
- 5. At 90 °F (32 °C) the batch is inoculated with 1 % culture and held until setting, then cooled.
Cooling and aging
- 6. The mixture is gradually cooled from 90 °F (32 °C) to 40 °F (4 °C). Between 32 °F (0 °C) and 40 °F (4 °C), it ages in tanks for up to four hours to develop optimal texture.
Flavoring, coloring, and freezing
- 7. Sweeteners, flavorings, and colorants are blended in a flavor vat, then pumped into the freezer at 20 °F (-6 °C) to 28 °F (-2 °C).
- 8. During hardening, the mix is agitated to incorporate air, creating an over‑run of roughly 50 %. Air addition smooths consistency and enhances palatability. Within three minutes the product begins to freeze; after a few more minutes the target over‑run is achieved, and two‑thirds of the water has solidified.
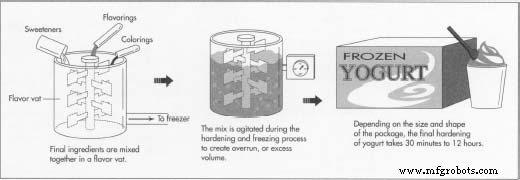
Packaging and hardening
- 9. Once the desired over‑run is reached, the mixture is packaged and frozen to –15 °F (–26 °C) or lower. Rapid freezing prevents large, coarse ice crystals, resulting in a fine texture. Continuous or batch freezers are used, with final hardening taking between 30 minutes and 12 hours depending on package size and freezer type.
Shipping
- 10. Containers are stacked tightly in refrigerated trucks to minimize temperature fluctuations. Vehicles maintain –15 °F (–26 °C) or cooler, matching factory storage conditions. While dry ice can be used, its –109 °F (–78 °C) temperature can cause heat‑shock and is therefore employed cautiously. Products are delivered to retail outlets, food‑service venues, or other manufacturers.
Quality Control
All stages—from production and packaging to distribution—are governed by stringent hygiene protocols to eliminate contamination. Automated CIP (clean‑in‑place) systems rapidly sanitize pumps, tanks, and equipment, safeguarding against pathogenic bacteria.
Manufacturers must comply with public‑health pasteurization standards, regularly testing for standard plate counts, coliforms, molds, and yeast. Fermentation risks are mitigated by controlling acidity and color, preventing curdling and off‑flavors.
Accurate labeling of ingredients and caloric content remains a legal requirement, ensuring transparency for health‑conscious consumers.
The Future
The frozen‑yogurt sector shows strong growth potential as consumer demand for low‑fat, flavorful options endures. Advancements in processing technology continue to boost efficiency and product quality, opening doors to new markets and innovative variations.
Manufacturing process
- What is VMC Machining? An Expert Overview of Vertical Machining Centers
- Expert Guide to Aluminum Laser Marking: Precision, Durability, and Industry Applications
- Popsicles: From Ancient Treats to Modern Manufacturing
- The Science and Industry of Frozen Vegetables: From Harvest to Table
- Yogurt: History, Production, and Health Benefits
- Frozen Yogurt: History, Ingredients, and Manufacturing Insights
- High‑Performance Printing & Coding Solutions for the Frozen Food Industry
- Boost Your Frozen Food Business with Advanced Manufacturing Automation
- Optimizing the Frozen Food Supply Chain with Advanced Software Solutions
- Automating Frozen Food Packaging with Fanuc Robotics