


Nails: Types, Design, and Manufacturing – A Comprehensive Guide
Background
A nail is a metal fastener consisting of a pointed shank and a head, engineered to secure wood and other materials together. While steel dominates production, nails are also made from aluminum, brass, copper, and specialty alloys. Coatings such as zinc galvanization, bluing, and polymer paints enhance corrosion resistance, grip, and aesthetics. In the United States, almost 300 distinct nail types are produced annually, with residential framing accounting for the majority. A typical wood‑frame home requires between 20,000 and 30,000 nails of varying sizes.
Classification by length is common: nails under 1 inch (2.5 cm) are tacks or brads, those 1–4 inches (2.5–10.2 cm) are standard nails, and lengths over 4 inches (10.2 cm) are sometimes called spikes. These ranges are flexible, but they provide a useful shorthand for builders and manufacturers.
The term penny traces back to 18th‑century England, where the price of a hundred nails of a given size determined the designation. For example, a 10‑penny nail cost ten pennies per hundred. Today, “penny” refers only to length: 2d equals 1 inch, 10d equals 3 inches, and 16d equals 3.5 inches. Between 2d and 10d the length increases by 0.25 inch per penny. Lengths beyond 10d follow no strict progression.
Nails first appeared in Mesopotamia around 3500 B.C., likely forged from copper or bronze. Iron soon replaced these early materials. Initially, each nail was hand‑forged, making them scarce and costly. By the 1500s, machines could produce long, flattened iron strips—nail rods—that were then cut, pointed, and headed. In 1646, Virginia’s legislature enacted a law to protect settlers’ nails, acknowledging their economic value. Early patents in 1786 (Ezekial Reed) and 1790 (Thomas Clifford) introduced machines that cut tapered pieces from flat iron sheets. The first wire‑based nail machine emerged in the U.S. around 1850, a method that remains predominant today.
Design
Most of the 300 nail varieties in the U.S. do not require new design work once a prototype is approved. Forming dies and manufacturing processes are then scaled for mass production.
Heads come in several shapes: a broad, circular head is common; finishing nails feature a narrow, tapered head that allows countersinking for a smooth finish; upholstery nails showcase decorative heads; and double‑headed nails provide a removable head for concrete formwork. The shank is typically round and smooth, but serrated, grooved, or helical designs offer stronger, permanent grips. Thermoplastic coatings can be applied to the shaft, hardening under friction to lock the nail in place. Diameter varies by type: common nails are larger, box nails smaller, and finishing nails the thinnest.
Point designs also vary. The standard diamond‑point is four‑sided and tapered, while blunted, chisel, barbed, or needle points are employed for specialty applications.
As construction materials evolve, manufacturers innovate accordingly. Nails now exist for tile roofing, hardwood flooring, shingles, gutters, wallboard, sheet metal, and concrete. Some are engineered for air‑powered nail guns, and a handful even serve aerospace requirements.
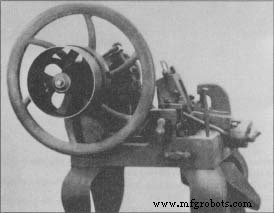 This mid‑19th‑century nail‑cutting machine used a shearing action to cut nails from bar iron. (From the Henry Ford Museum & Green‑field Village.)
This mid‑19th‑century nail‑cutting machine used a shearing action to cut nails from bar iron. (From the Henry Ford Museum & Green‑field Village.)
Nails are vital to wood‑framed construction, yet they were not always the primary fastener. Prior to the late 18th century, American builders relied on heavy timber frames, using tenons and mortises with wooden pegs for joint strength. Such craftsmanship demanded highly skilled carpenters and carried high costs in colonial America.
Before the 1790s, nails were imported from England or forged by local blacksmiths. A typical process involved heating a bar of iron, shaping the shank and head by hammering on an anvil, cutting a notch, and snapping off the nail. The head was then flattened and polished before being released.
Between 1790 and 1830, European and American inventors introduced mechanical devices that accelerated nail production and lowered costs. These advances coincided with the balloon‑frame house design in Chicago in the 1830s, which utilized mass‑produced nails and reduced carpentry skill requirements.
William S. Pretzer
Raw Materials
Steel dominates nail production, but aluminum, copper, brass, bronze, stainless steel, nickel, silver, monel, zinc, and iron also find use. Galvanized nails receive a zinc coating for corrosion resistance; blued nails undergo a flame treatment for a protective oxide layer; cement‑coated nails are wrapped in plastic resin to improve grip; and some brads receive colored enamel to blend with the substrate.
The Manufacturing Process
Modern nails are produced from metal wire coils. A nail‑making machine can produce up to 700 nails per minute, after which the nails are cleaned, finished, and packaged.
Forming
- Wire is drawn from the coil and gripped by dies that shape the head.
- A mechanical hammer deforms the free end into the die cavity to form the head.
- Cutters strike the opposite end, forming the point and severing the nail from the coil.
- The dies release and an expeller ejects the nail into a collection pan.
Additional Forming
- Nails requiring helical twists, serrations, or other surface textures are processed by rollers, twists, or stamps—sometimes after heating—to achieve the desired profile.
Finishing
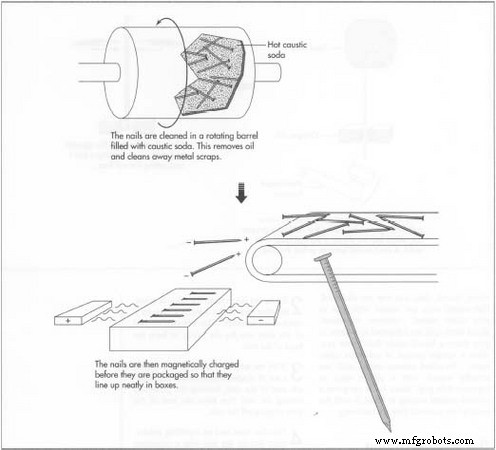
- Cleaning occurs in a rotating barrel of hot caustic soda, removing oils and metal nippings.
- Bright finishes are applied via a rotating drum of hot sawdust; blued finishes are achieved by flame treatment. Galvanized nails are dipped in molten zinc (hot‑dip galvanizing), or coated with powdered zinc and zinc oxide at 570°F (300°C). Other coatings may be sprayed or dipped.
- Heat treatment may be added for specialty nails requiring tighter tolerances.
Packaging
- Magnetic elevators transport finished nails to weighers, which drop them into cardboard boxes. A magnetic field aligns nails into neat rows before demagnetization. Common box sizes include 1, 5, 10, 25, and 50 pounds. Brads are sold in 2‑ounce or 4‑ounce boxes and are packaged without magnetic alignment.
Quality Control
Raw materials must meet stringent chemical, mechanical, and corrosion standards, typically certified by the wire supplier and independently verified by the nail manufacturer. During production, statistical process control monitors dimensions and properties, ensuring each batch stays within specifications.
The Future
The demand for commodity nails fluctuates with the housing market and global competition, affecting profit margins. Conversely, specialty nails—required for composite siding, cement‑based cladding, and advanced coatings—are projected to grow. An emerging niche is the restoration of historic structures; a Massachusetts factory now supplies cut nails for authentic reconstruction projects, representing 20% of its output.
Manufacturing process
- Cut vs Wire Nails: Understanding the Key Differences for Construction
- 6 Essential Facts About Nail Guns: History, Power, and Safety
- Why Nails Remain the Fastener of Choice in Modern Construction
- The Ultimate Guide to Nail Types: Understanding Every Variety
- The Science and Craft of Modern Nail Polish
- The Science Behind a Great Manicure: How SNS Dipping Powder Outperforms Gel and Traditional Polish
- Nail-Making Machines: Key Applications and Benefits
- Understanding Galvanized Nails: Zinc-Coated Fasteners for Durable Construction
- Wire Nails Explained: Types, Uses, and Installation Tips
- Understanding Ring Shank Nails: Benefits and Uses in Construction