


From Bronze to Stainless: The History, Craftsmanship, and Future of Cutlery
Background
Utensils fashioned from silver, silver‑plated metals, and stainless steel emerged only after silver was plentiful and smelting technology had advanced. In Northern Europe, it took several centuries for refined Latin table manners to supplant the more rustic Anglo‑Saxon customs.
During the reign of Henry VIII, it was common for nobles to tear large slices of roast directly onto a trencher board, chew, and swallow with bare hands. This rough etiquette persisted until etiquette guides by Castiglione (1478‑1529) and Peacham (1576‑1643) introduced refined dining practices. By the late 16th century, the English court began to adopt solid silver platters, silver‑mounted goblets, and silver‑handled knives and spoons. The lower classes, however, continued to use their hands for another century.
The spoon, arguably humanity’s earliest eating tool, dates back to the first hot‑drink rituals. In Northern Europe the first spoons were carved from wood, then later from cattle horns, ivory, bronze, and eventually precious metals such as silver and gold. The earliest biblical reference to metal spoons appears in the Book of Exodus, where Moses was instructed to craft dishes and spoons of pure gold for the Tabernacle.
Egyptian spoons were often cast as covered dishes with spouts—an elegant but impractical design. Greek and Roman spoons, however, resembled modern forms. The Roman “fiddle‑patterned” spoon from the 1st‑2nd century AD, with its squared‑off stem‑head, is the closest ancestor to today’s spoons.
England’s first spoons—made of horn or wood—were likely modeled after Roman examples. The Angles and Saxons introduced the pear‑shaped bowl spoon, and by the 14th century bronze, brass, pewter, and tin castings were common.
The knife evolved from flint blades to metal. Its defining feature is a sharp edge. Even today, the curvature at the tip and the beveling technique reflect early knife‑making practices. Initially, handles were long enough only to allow a firm grip for carving.
In the 1630s, France’s chief minister, the Duke de Richelieu, mandated that all household knives have blunt points for royal service. This practice popularized the knife as an everyday dining utensil among the aristocracy.
Forks entered Western tables during the Crusades, early 12th century, when Venice’s Doge Domenice Silvie placed a fork beside each plate at a banquet. Acceptance lagged for about 300 years, as diners favored using their hands—sometimes five fingers, sometimes three—to transfer food to the mouth.
Even after forks were introduced, guests still carried their own knives. Dining etiquette evolved to minimize the space occupied by the knife and fork when not in use, and forks sometimes served as handles for spoons.
Post‑1650 England saw large‑scale production of tableware, which improved etiquette and quality. Strict laws required silversmiths to stamp their name, place, and date on every piece. The term sterling came to mean “unexcelled quality.” By 1670, upper‑class English homes routinely owned silver spoons, which were often passed down as heirlooms. American silversmiths adopted these designs, and the first American silver goods were spoons. Steel‑bladed table knives also appeared in this era, though silver forks and sophisticated serving vessels remained rare until the late 18th century.
Before the 17th century, silver was shaped by hand hammering on an anvil or by “laundry mangle”‑style presses. The hammered sheet would become brittle, so artisans annealed it by heating to about 1,000 °F (540 °C) and then quenching in cold water to restore malleability.
 Workers at a grinding wheel, Rockford Cutlery Co., circa 1900
Workers at a grinding wheel, Rockford Cutlery Co., circa 1900
The term silverware—referring to sterling silver or silver‑plated tableware—became synonymous with cutlery in the mid‑19th century. Cutlery made from iron has been produced for centuries. Sheffield, England, has been renowned for high‑quality cutlery since the 13th century, and the 18th‑century advent of silver‑plating led to the term Sheffield plate.
American manufacturers, notably Russell Manufacturing Co. of Turner’s Fall, Massachusetts, reduced production costs through powered machinery and process simplification. By 1871, Russell’s operation included 16 distinct steps, consuming 700 tons of steel, 200 tons of grindstones, 22 tons of emery, and 150 tons of cocoawood for handles. Despite productivity gains, worker health suffered; grinders were frequently afflicted by silicosis.
The Bowie knife—an iconic American design—featured a long, heavy blade suited for hunting and combat. James Bowie popularized it, and its widespread use prompted several states to legislate restrictions during the 1830s.
William S. Pretzer
Silversmiths eventually employed water wheels or horse‑driven rollers to achieve thin, uniform sheets, later replaced by steam engines in the 18th century. Special hammers without sharp corners were used to shape flat sheets into hollow forms. Handles for spoons, forks, and knives were cast by embedding a pattern in a two‑part frame, filling with a loam mixture, baking, and then pouring molten silver into the cavity.
Sheffield plating involved attaching a thin skin of sterling to a copper substrate, rolling into sheets, and working similarly to pure silver. In 1842, electroplating replaced this technique, depositing sterling silver onto base metals by electrolysis.
Raw Materials
Cutlery is made from stainless steel, sterling silver, or silver‑plate (a base metal such as high‑quality copper alloy coated with silver). The finest stainless steel used is 18/8, containing 18 % chrome and 8 % nickel, prized for its durability and low cost.
Silver is largely a by‑product of lead, copper, and zinc smelting. The Parkes process extracts silver from lead bullion by adding molten zinc; a zinc‑silver alloy crust forms on the surface, is removed, and zinc is recovered for reuse. Further refining occurs in a cupellation furnace, where air oxidizes lead impurities to slag, leaving high‑purity silver anode blocks for electrolytic purification. Sterling silver is 92.5 % silver with 7.5 % copper, a proportion mandated by law to ensure consistent quality.
Silverplate is produced by bonding pure silver (exceeding sterling purity) to a strong base metal, yielding tableware that resembles silver but is more affordable.
The Manufacturing Process
Blanking
- Production starts with flat blanks of stainless steel, sterling silver, or alloy for plated flatware. Large rolls are stamped into individual blanks shaped like the final piece.
Rolling
- Blanks undergo a series of cross‑ and lengthwise rolls to achieve the desired thickness and shape. Spoons, for example, are thicker at the handle base to resist bending. The result is a roughly finished shape ready for further operations.
Annealing
- Between operations, blanks are heat‑treated to soften the metal for subsequent machining. Precise temperature control ensures the final piece resists bending and maintains structural integrity during embossing.
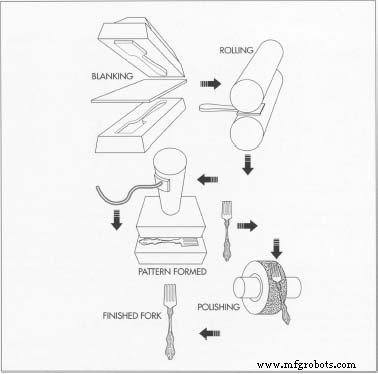
The first step in cutlery manufacture involves blanking, rolling, and annealing. These processes set the stage for embossing and polishing.
Cutting to Outline
- Operators place rolled blanks in a cutout press to trim excess metal, shaping the piece. Excess metal is remelted and recycled, ensuring an accurate fit for the next stage.
Forming the Pattern
- Each piece has dedicated hardened steel dies—one for the front, one for the back. A drop hammer with 200‑ton hydraulic pressure presses the metal into every detail, embossing the pattern and hardening the piece. Surplus metal is clipped away.
Special Steps for Knives, Spoons, and Forks
- Knives: Two strips of metal form the hollow handle; they are soldered, buffed, and polished until seams are invisible. The blade and handle are permanently joined with a strong cement.
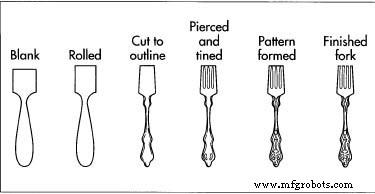
The illustration shows a fork after each operation. The tines are pierced before embossing, and the connecting strip is removed afterward.- Spoons: After embossing the handle, the bowl is formed by two hammer blows. Surplus metal is clipped, leaving a small burr for final removal.
- Forks: Fork tines are formed before embossing, then the joining strip is removed post‑patterning.
Silver Plating
- Silver‑plated pieces are buffed to remove surface imperfections, cleaned with up to 12 chemical solutions, and then electroplated to deposit a silver layer over the base metal.
Buffing and Sand Polishing
- Knives, forks, and spoons are buffed to 10 J hardness, then polished. Depending on the pattern, finishes may be mirror‑shiny, satiny, brushed, or florentine.
Quality Control
Final inspection checks for chafes, scratches, rough spots, discoloration, and other defects that could arise during stamping, shaping, or polishing.
The Future
Stainless steel dominates today’s market and represents the future of flatware manufacturing. According to a senior executive at Oneida—the last major domestic U.S. silverware and plated ware producer—purchase of sterling and silver‑plated pieces has declined for two decades, while demand for stainless steel continues to grow.
Manufacturing process
- The Art and Craft of Headstones: History, Materials, and Modern Manufacturing
- The Spork: Evolution, Materials, and Modern Manufacturing
- The Evolution and Craft of the Modern Swimsuit: From Ancient Pools to High‑Tech Fabric
- The Art and Evolution of the Corkscrew: From Ancient Tool to Modern Engineering
- Footbag: From Ancient Training Tool to Global Sport
- The Craft and Science Behind Everyday Shoelaces
- Skateboarding: History, Design, and Modern Manufacturing
- Doorknob: History, Design, and Modern Manufacturing
- The Carousel: From Ancient Revolving Rides to Modern Craftsmanship
- Sofa: From Ancient Luxury to Modern Comfort – A Comprehensive Guide