


Are Your Root Cause Analyses Trigger‑Driven? Shift to Proactive FMEA for Real Impact
In most production environments, work is reactive: teams respond to unexpected events without preparation, causing lost time, increased downtime, and hidden costs.
Many companies now perform root‑cause analysis (RCA) only after a trigger—such as a vibration spike, extended downtime, or financial loss—activates a response. While trigger‑based RCA is a necessary first step, it keeps organizations locked in a reactive cycle.
When a trigger fires, the focus shifts to fixing the immediate problem. The longer the trigger remains dormant, the more damage the event can cause, making RCA more difficult and expensive.
To break this cycle, shift from reactive triggers to proactive failure‑mode and effects analysis (FMEA). FMEA lets you identify potential failures before they occur, quantify their impact, and prioritize actions that deliver measurable value.
Below is a proven three‑step approach for conducting an effective FMEA that can replace reactive triggers.
- Create a process flow diagram. Map the entire workflow—from raw material input to final shipping—to give everyone a shared visual reference.
- Define failure. Agree on a clear, concise definition of failure that aligns management and frontline staff. Common definitions include:
- Secondary defects incurred.
- Any adverse event with human root causes.
- Loss of asset operability.
- Failure to perform intended function.
- Interference with production.
- Unexpected budget expenditure.
- Build a data‑collection worksheet. Capture frequency and impact of each failure mode using the simple rule: frequency × impact. The worksheet should cover material waste, defect rates, downtime, safety incidents, and other key metrics.
Once you have a robust worksheet, you can identify the “significant few” failures that cost your facility most over a year. These insights let you prioritize RCA projects based on real financial impact rather than opportunistic triggers.
Below are examples of data‑collection tools and flow diagrams used in our field work:
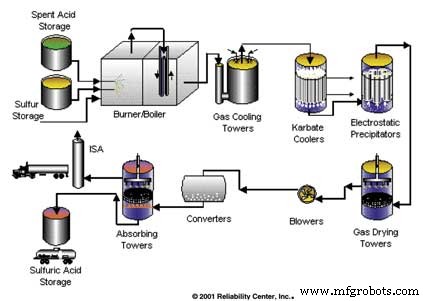
Figure 1. Process flow diagram for a sulfuric acid plant.
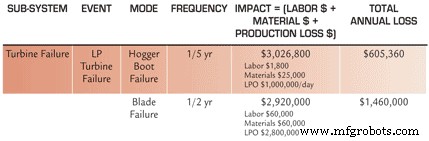
Figure 2. Example of a data‑collection worksheet.
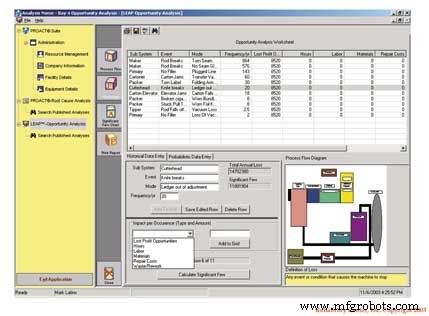
Figure 3. Example of an electronic data‑collection worksheet.
Proactive FMEA uncovers hidden losses that routine operations ignore—such as frequent “rod breaks” in cigarette production that erode more than 20 million units annually. By quantifying these losses, you make the case for change with hard data.
Employees often possess critical insights that are not captured in maintenance management systems. Encourage open dialogue and ask for their observations on bypassed alarms, altered operating rates, or makeshift repairs. These are the low‑visibility issues that add up to significant cost.
When you transition from trigger‑driven RCA to proactive FMEA, you gain a strategic advantage: you can choose projects that offer the highest return on investment and free up skilled resources for value‑adding work.
Mark Latino, Vice President of Operations at Reliability Center Inc., brings 19 years of experience from Weyerhaeuser, Allied Chemical, and Philip Morris. For more information, visit www.reliability.com or call 804‑458‑0645.
Equipment Maintenance and Repair
- Root Cause Assessment Methods: A Professional Guide to Reliability Improvement
- How to Reduce Maintenance Costs Without Sacrificing Reliability
- Chrysler’s Belvidere Plant Embraces Toyota-Driven Smart Manufacturing
- Cutting Energy Costs: Proven Green Strategies for Manufacturers
- Escaping the MRO Storeroom Productivity Trap: Proven Strategies to Cut Costs and Boost Efficiency
- 6 Proven Techniques to Error‑Proof Your Plant Operations
- Is Your Plant Operating Like a Navy Carrier? Insights for Optimizing Teamwork
- Ensuring Your Training Truly Delivers: A Reliability Engineer’s Guide
- Transforming Maintenance Culture: Strategies for Reliability & Accountability
- Master the Final Stage of Inbound Marketing: Delight & Retain Your Customers