


Understanding Machine Criticality Ratings: Balancing Risk, Cost, and Design
 Assigning criticality ratings to equipment is a common practice, yet its overall benefit can be uncertain.
Assigning criticality ratings to equipment is a common practice, yet its overall benefit can be uncertain.
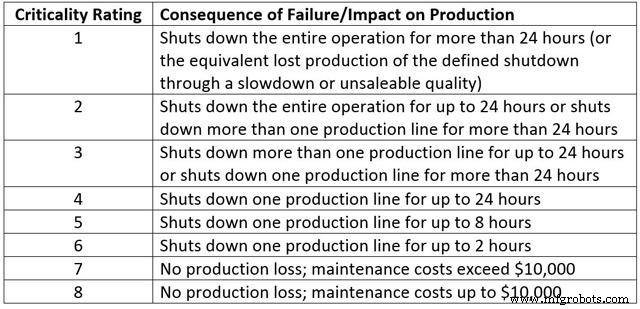
Equipment criticality is generally defined as the consequence of equipment failure. A typical rating scale for production impact in a multi‑line manufacturing operation is shown below.
When such a scale is employed, comparable ratings are usually given for safety, environmental, and employee or customer impact.
The rating may be recorded against each equipment item in the register and leveraged by various maintenance processes—such as expediting spare‑part repairs or applying distinct repair‑tag labels—providing tangible value when used correctly.
Using Criticality for Setting Maintenance Priorities
Criticality ratings often change and fail to account for failure probability. For example, a pump critical to production might have a spare, limiting a failure to a one‑hour line shutdown (rating 6). Removing the spare for repair turns a single pump failure into a 10‑hour shutdown, shifting the rating to 4.
Keeping these ratings current is an administrative burden that most operations lack the discipline to maintain. Ratings can also shift when spare parts are temporarily out of stock or when production lines switch products.
A high criticality rating for an entire machine does not mean every component carries the same importance. For instance, a mobile piece of equipment may shut down if its engine or wiper blade fails, but the downtime differs markedly. Likewise, a pump handling hazardous chemicals may have a mechanical seal failure that poses far greater safety risks than a motor failure. Some experts recommend assigning ratings at the component or failure‑mode level, but this adds significant administrative overhead.
The probability of a production interruption must also be considered. Highly critical equipment often has failure modes that develop slowly—such as wear on boiler super‑heater tubes—requiring long‑term planning while maintenance continues on less critical assets.
Maintenance prioritization should be driven by risk, calculated as the product of failure consequence (criticality) and the probability of failure before the next scheduled opportunity for repair.
While the consequence of a failure mode can be estimated, determining probability is more challenging. Predictive maintenance techniques can help, but experienced maintenance and operations personnel typically provide the most accurate assessments. These individuals often already understand an asset’s criticality without a formal rating system and are usually the ones who record the ratings.
In practice, a strong operations‑maintenance partnership with disciplined backlog management and a pragmatic preventive maintenance program is more valuable than a formal criticality rating system. The cost of implementing and maintaining ratings can be significant, and blind reliance on inaccurate ratings can lead to unnecessary losses.
Designing for Criticality
Manufacturing plants often adopt component standards to streamline procurement and reduce spare‑part inventory. These components are selected for reliability at the lowest cost, but an experienced designer will also weigh the service criticality of each part.
The schematic below illustrates the water distribution system for a large paper mill with three independent operating lines.
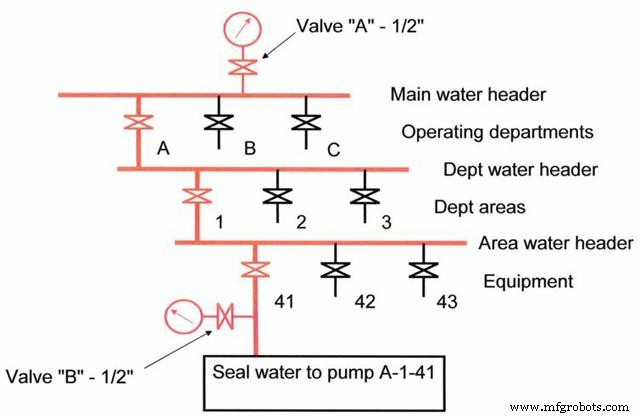
Valves A and B operate under identical conditions (cold water at roughly the same pressure and temperature). If Valve B fails, a localized shutdown—or none at all—may suffice. If Valve A fails, a plant‑wide shutdown is required for replacement. Consequently, Valve B can be a standard industrial valve, while Valve A should be the highest quality that budget allows.
Similarly, main header isolating valves, which necessitate a major plant shutdown for maintenance access, should be of top quality. They are rarely closed, and their operating context justifies a criticality rating of 1 on the scale above.
In conclusion, criticality is essential to consider during design and when setting work priorities. However, for seasoned maintenance and operations teams, a rating in the equipment record may offer limited value. These ratings provide useful guidance for staff not directly involved in day‑to‑day operations—such as purchasing and storeroom personnel—while experienced operators rely on their knowledge and judgment.
Equipment Maintenance and Repair
- Unlocking Real-Time Value with Predictive Maintenance
- Unlocking the True Value of a Plant Acquisition
- The Value of Point P: A Strategic Focus for Reliability & Maintenance
- Selective Upgrading: How Leading Firms Reduce Failure Trends
- Why Mastering Machine Troubleshooting is Critical for Modern Manufacturers
- Choosing the Right Cleaner: A Practical Guide to Safety and Effectiveness
- Understanding Machine Screw Design: Shapes, Threads, and Applications
- Unlocking CMMS Success: How Machine Data Drives Maintenance Efficiency
- Unlocking the Power of Machine Data in Modern MES
- How to Detect and Prevent Machine Failures: Boost Productivity & Save Costs