


Precision G65 Centroid Macro for Variable Slot Dimensions
Submit by: cnc programmer
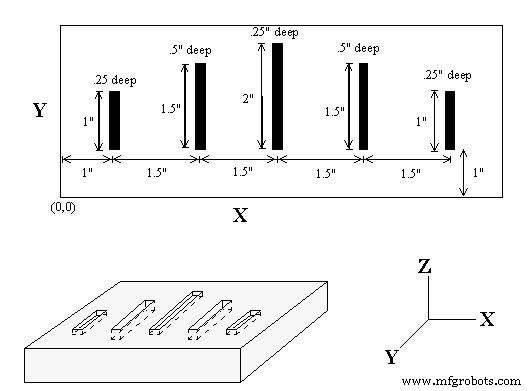
Drawing/Image
CNC Program
;The main program would call this macro five times, ;each time specifying the depth and length required. ;macro variables would handle the length in the Y direction ;and depth in the Z direction Main Program G90 G0 X1 Y1 Z0.1 ;Move to first notch G65 P0002 L1 Y1 Z.25 ;Call macro and assign Y=1" and Z=.5" G90 G0 X2.5 Y1 G65 P0002 L1 Y1.5 Z.5 ;Call macro and assign Y=1.5" and Z=.5" G90 G0 X4 Y1 G65 P0002 L1 Y2 Z.25 ;Call macro again G90 G0 X5.5 Y1 G65 P0002 L1 Y1.5 Z.5 ;Call macro again G90 G0 X7 Y1 G65 P0002 L1 Y1 Z.25 ;Call macro again Sub Program O0002 G90 G1 Z0 F30 Z#Z F5 ;Cut to variable depth G91 Y#Y F10 ;Cut variable length G90 G0 Z0.1 ;Retract
Step-by-Step Heidenhain Conversational CNC Programming Example
Complete CNC Lathe G71 Stock Removal Cycle – NCT Control Programming Example
CNC Machine
- BMW MSTEP Program: Premium 16‑Week Automotive Technician Training for Veterans
- Mastering Cable and Harness Manufacturing: Setting Accurate Lengths in E3.series
- Step‑by‑Step Guide to Programming Helical Milling Operations
- Milltronics Lathe M Codes: Complete Reference for CNC Operators
- G65 Macro for Accurate Internal Ellipse Machining
- Advanced G65 Macro: Precise Radius Increment for CNC Milling
- Advanced G65 Macro for Precision Counterbore Operations
- Advanced G65 Macro for Precise Internal Helical Threading
- Heidenhain CNC Milling Program Tutorial for Beginners
- Custom Fanuc Macro for Precise Peck Drilling on Lathes