


Heavy‑Duty Truck Manufacturing: Design, Production, and the Road Ahead
Background
Heavy‑duty trucks are classified by weight. A vehicle with a gross vehicle weight rating (GVWR) of 33,000 lb (15,000 kg) or more is considered heavy‑duty. When pulling a trailer, the gross combination weight rating (GCWR) can exceed 80,000 lb (36,360 kg).
Trucks that haul their load without a trailer are known as straight trucks—examples include dump trucks, concrete mixers, and garbage trucks. When a trailer is attached, the vehicle is called a tractor, connected via a fifth‑wheel pivot.
History
The first gasoline‑engine trucks appeared in the United States in the 1890s. During World War I they were vital for moving supplies both domestically and overseas. The 1920s saw a boom in paved roads, spurring growth in truck manufacturers; by 1925 there were over 300 brands on the road. The Great Depression eliminated many, and by the 1990s only nine major heavy‑duty OEMs remained in the U.S., producing roughly 150,000‑200,000 units annually.
Raw Materials
Steel provides strength and durability; aluminum offers lightness and corrosion resistance; polished stainless steel delivers a bright, long‑lasting finish; molded plastics allow complex shapes. Frame rails and crossmembers are typically high‑tensile steel, while suspension components, axles, and engine mounts may be cast, fabricated, or welded. Cab shells may be steel or aluminum with zinc‑coated layers, or fiber‑glass for roof curves. Hoods and front fenders are molded in plastic or fiberglass; bright trim—mirrors, visors, grilles—is often polished stainless steel. Interiors use vinyl or cloth upholstery, synthetic carpeting, and plastic trim. Windows are laminated safety glass. Fluids include diesel, synthetic or petroleum‑based lubricants, antifreeze, power‑steering fluid, and R134A refrigerant.
Design
OEMs refresh their heavy‑duty lineups every five to seven years, integrating new technology, materials, and customer‑desired options. The design process begins with a clay model, followed by a prototype cab and hood for durability testing, and culminates in a full‑scale prototype for road trials. Before production, pilot models built with production parts reveal any final assembly issues. Some manufacturers offer up to 12,000 distinct options to meet varied freight needs.
The Manufacturing Process
Heavy‑duty trucks are assembled from components sourced internally or externally. Most OEMs build their own cabs; a few also manufacture engines, transmissions, axles, and major components. The assembly line sees each truck progress through successive workstations, starting with a frame skeleton and ending with a fully operational vehicle that rolls off the line under its own power.
 A 1911 Ford Model‑T/Smith Form‑A Truck Conversion tractor coupled to a 1914 flatbed semi‑trailer. (Henry Ford Museum & Greenfield Village)
A 1911 Ford Model‑T/Smith Form‑A Truck Conversion tractor coupled to a 1914 flatbed semi‑trailer. (Henry Ford Museum & Greenfield Village)
The tractor‑trailer, or semi‑truck, emerged in the 1910s. Charles Martin’s 1911 gasoline tractor introduced the first fifth‑wheel coupler, enabling a tractor to pivot around a trailer kingpin. This design allowed a single motorized unit to haul a full trailer while the trailer remained idle during loading or unloading. August Fruehauf began manufacturing trailers in 1914, quickly becoming a key player in the industry.
Assembling the Frame
- 1. Two C‑channel frame rails are selected, laid side‑by‑side, and automatically drilled for crossmember brackets, engine mounts, and other components. CNC machines dictate hole placement.
- 2. Threaded studs are spot‑welded inside the C‑section; brake air lines and electrical wires are routed and clamped.
- 3. Crossmember brackets are bolted, and the rails are positioned opposite each other, forming a ladder‑shaped frame.
- 4. Additional frame‑mounted items—engine mounts, suspension brackets, air tanks—are bolted in place.
Installing Axles and Suspensions
- 5. Front and rear axles receive hubs, brakes, and brake drums, then are clamped to the suspension with U‑bolts. Leaf springs or air bags provide suspension.
- 6. Axles and suspensions are lifted and secured to the frame; shock absorbers attach between axles and frame.
Finishing the Frame
- 7. The assembled frame moves to the next station. Air tanks, brake chambers, lights, and sensors are connected.
- 8. For tractors, the fifth wheel is installed and bolted. The chassis is now complete.
Painting the Chassis
- 9. Unpainted components are masked. The chassis enters a paint booth and is spray‑painted with compressed air guns. A primer coat is unnecessary as parts arrive pre‑primed.
- 10. The painted chassis passes through a drying oven; masking is removed upon exit.
Installing Engine and Transmission
- 11. Diesel engines and transmissions arrive on the line. The clutch and transmission are bolted to the engine; fan, alternator, and other components are wired and hosed.
- 12. The engine/transmission assembly is hoisted onto the chassis and secured. Radiator brackets are bolted, and fuel, air, starter, and coolant lines are connected.
Finishing the Chassis
- 13. Fuel tanks are mounted and connected. Batteries are secured but not yet wired.
- 14. Tires are mounted on wheels at the adjacent workstation. Aluminum wheels may remain natural; steel wheels are painted before tire installation. The truck is released onto its own wheels.
Assembling Cab, Hood, and Sleeper
- 15. Cab and sleeper substructures are welded in jigs, providing structural strength and attachment points.
- 16. Outer skin panels—sides, back, floor, roof—are welded and sealed. Doors are hinged.
- 17. The molded plastic hood is inspected, sanded, and shipped to the plant.
Painting Cab, Hood, and Sleeper
- 18. The cab, hood, and sleeper are cleaned, masked, and painted. If a stripe is specified, it is painted first, masked, and then the base color applied. Each pass includes a drying oven cycle. Final masking is removed after inspection.
- 19.
Finishing Cab, Hood, and Sleeper
- 19. Grille, headlight brackets, hood hinges, latches, and manufacturer emblem are installed.
- 20. Exterior components—grab handles, mirrors, visors—are mounted before interior work.
- 21. The instrument panel, gauges, warning lights, and switches are wired and mounted.
- 22. Foam insulation pads are applied; upholstery and plastic trim are secured. The floor receives a rubber mat or fabric carpet with a sound‑absorbing pad. Seats are bolted into the cab structure.
- 23. Windshield and rear windows are fitted with rubber gaskets.
Installing Cab, Hood, and Sleeper
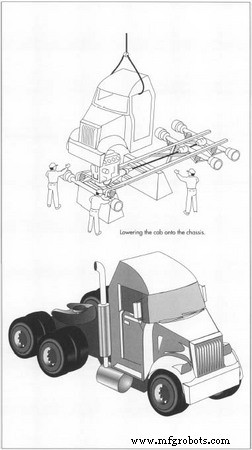
- 24. The completed cab is lowered onto the chassis and bolted. The sleeper is secured behind the cab. Steering column and transmission shift lever are connected.
- 25. The hood is lowered and secured. Bumper brackets are attached, and wiring for headlights and turn signals is completed.
Adding Fluids
- 26. Engine, radiator, and other reservoirs are filled; the air‑conditioning system is charged. A small amount of diesel is added for a short road test. Steering wheel is installed, batteries are wired, and the truck rolls off the line.
Aligning Axles
- 27. The truck is positioned on a laser alignment machine; axle and wheel angles are adjusted to ensure proper handling and tire life.
Testing the Completed Truck
- 28. The truck is driven onto a dynamometer and secured. Rear wheels sit on rollers connected to the dynamometer, verifying engine power output.
- 29. The truck is driven through a water spray booth to check for cab leaks, then taken for a short drive to verify overall operation. Successful units are parked on the “ready row” for dealer delivery.
Quality Control
Every component and assembly operation undergoes inspection. Parts are verified for dimensional accuracy before assembly. Production workers perform initial checks, which are double‑checked by quality‑control inspectors. Instrument panels are tested for functional gauges and switches before installation, and paint thickness is measured electronically to meet standards.
The Future
Heavy‑duty trucks have evolved slowly over the past century and will likely continue to do so. Growing focus on fuel efficiency has spurred more aerodynamic designs, while stricter emissions regulations drive cleaner combustion engines. As one of the most economical means of transporting raw materials and finished goods, heavy‑duty trucks will remain a cornerstone of modern logistics for decades to come.
Manufacturing process
- Molybdenum‑Alloyed Steel: The Key to Lightweight, Fuel‑Efficient Heavy Trucks
- Stair‑Climbing Hand Trucks: Design, Benefits, and Why They Beat Traditional Models
- Armored Trucks: Design, History, and Modern Security Solutions
- The Evolution and Engineering of Modern Garbage Trucks
- Transform a Broken Toy Truck into a Raspberry Pi‑Powered RC Vehicle
- Navistar Huntsville: A Blueprint for Integrated Maintenance and Operations Excellence
- Choosing the Right Lift Truck: A Guide to the Best Types for Your Business
- Faurecia Secures Major Hydrogen Storage Deal for 1,600 Hyundai Heavy‑Duty Trucks
- Choosing the Right Pallet Truck: Manual vs. Electric
- Ensuring Fire Truck Readiness: A Comprehensive Inspection Guide