


Extending Coal Pulverizer Gearbox Life with Advanced Filtration and Synthetic Lubrication
A coal-fired power plant in the western United States was grappling with unexpectedly short gearbox life in its pulverizer units. After a routine annual inspection, oil analysis revealed that the AGMA 6EP (ISO 320) gear oil specified by the OEM was failing to provide adequate lubrication. The reports showed excessive wear metals and a sharp decline in viscosity after just one year of operation.
Further investigation of the used gear oil uncovered a heavy buildup of dirt, coal dust, and metallic particulates generated by bearing and gear‑tooth wear. The contaminants, coupled with the depletion of the EP additive package, created a vicious cycle of accelerated wear.
Pulverizer Gearbox Design and Maintenance Burden
The plant’s pulverizer gearbox dates back to the early 1960s. It consists of a steel worm gear driven by an 800 rpm electric motor, which in turn drives a bronze bull gear directly attached to a grinding table. The sump holds 255 gal of gear oil and uses an integral water‑cooled heat exchanger to maintain temperature. Unfiltered ISO 320 EP gear oil is the manufacturer’s recommendation for lubricating the bronze‑on‑steel gears and bearings.
Despite its rugged design, the gearbox’s maintenance requirements were eroding plant profitability:
- Oil changes every 12 months cost $5,000 in materials and labor, plus $20,000–$50,000 in lost production.
- After 10 years, the bronze bull gear was rotated to expose unworn teeth—a four‑week overhaul costing $300,000 per unit.
- After 20 years, a full rebuild exceeded $450,000 in parts and labor, with an additional $250,000 in lost generation.
With 13 pulverizers operating, the cumulative downtime and maintenance expense quickly became untenable.
Breaking the Wear Cycle
Initial inspections highlighted severe sliding contact and spalling on the bronze gear face. Plant staff attributed the wear to high particulate loading (coal dust and dirt) and chemical reactions between gear‑oil additives and these particles. The EP additive package also seemed to attack the bronze, leading to elevated copper levels in the oil.
Resolving these issues required two key strategies: tighter seal integrity to prevent coal dust ingress, and a robust filtration system capable of removing the high particulate load.
Problem Resolution
After extensive testing, the team successfully curtailed particulate ingress by installing breather desiccant filters on the gearbox vents and refining grinding‑table seals. The ISO 4406 cleanliness code dropped from 23/21/18 to 18/15/11 within a week of installing a kidney‑loop filtration system.
Key requirements for the kidney‑loop system were:
- High dirt‑holding capacity
- Low maintenance—filter changes no more than monthly under normal conditions
- Visible oil improvement within one week of maintenance
- Target cleanliness code 18/15/11 (ISO 4406‑1999)
- Pre‑ and post‑filtration sampling points
- Skid mounting and safe suction/discharge design
- Complete sump turnover every 30 minutes
- Compact footprint that does not impede routine maintenance
Filtration Technology Upgrade
The chosen solution was an off‑line kidney‑loop system with high‑efficiency synthetic filter media. Two filter housings in series shared a common element, each rated at Beta 25=200 (first stage) and Beta 10=200 (second stage). A 10 GPM vane pump circulated 460 cSt (2,500 SUS) gear oil, with temperatures ranging from 65 °F (18 °C) to 130 °F (54 °C). The suction line fed directly from the sump bottom, while the discharge line returned to the sump top.
Filter performance is monitored by differential‑pressure gauges set to 25–28 psig; elements are replaced before the bypass valve activates. Upstream and downstream sampling valves enable oil sampling without shutdown.
Lubrication Upgrade
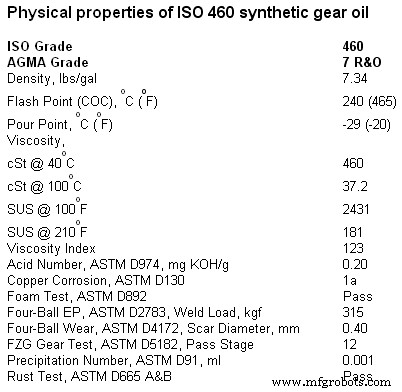
During the overhaul, plant engineers replaced all major rotating components except the steel worm and bronze bull gears. The gearbox was cleaned, lube‑filled with a synthetic AGMA 7 R&O (ISO 460) gear oil, and precisely aligned.
Why switch from AGMA 6EP to AGMA 7 R&O? The latter offers higher viscosity and superior lubricity, creating a stronger film over bronze gear faces. The R&O additive chemistry resists oxidation, supports higher temperature operation, and delivers an extended oil life—critical in a heavily contaminated environment.
Key benefits of the synthetic ISO 460 R&O gear oil include:
- Improved pumpability at low temperatures
- Enhanced oxidation resistance and thermal stability
- Higher film strength across temperature ranges
- Longer service life in a filtered, clean environment
Operational Results
After overhaul, the gearbox entered service with the new filtration system. Three hours of operation reduced the particle count from 23/21/18 to 21/19/11. After 48 hours, Beta 5=200 filter elements further lowered contamination to the target 18/15/11 within two weeks.
Filter media exceeded expectations: high‑dirt capacity extended service life beyond forecast, and continuous monitoring showed dramatically reduced wear metals and stable oil cleanliness.
Conclusions
Implementing the synthetic ISO 460 R&O gear oil and advanced filtration has delivered:
- Superior gear and bearing lubrication
- Negligible wear metals per oil analysis
- Minimal motor energy impact—recorded a 1 % drop in motor amperage
- Predictive maintenance enabled by particle counts and ferrography
- Extended oil life, lowering disposal costs and environmental impact
- Longer gearbox lifespan and reduced contamination‑related downtime
- Extended maintenance intervals
Encouraged by these results, the plant installed a second unit in fall 2005.
Acknowledgements
• John Kinion & Maintenance personnel, Pacificorp Naughton Plant, Kemmerer, WY
• Chris Tully, Project Engineer, Pacificorp Naughton Plant, Kemmerer, WY
• Ken Knochel, Technical Services, Schroeder Industries LLC, Leetsdale, PA
References
- ISO 4406:1999 – Method for coding contamination by solid particles
- ISO 16889:1999 – Multi‑pass method for evaluating filtration performance
- Sheffield, Schroeder Industries – "Changes in Filtration and Contamination – Switching Directions for the Filtration Industry" (Machinery Lubrication Magazine, Jan 2005)
About the Authors
Ken Nicholas – Director of Lubrication Market Services, Schroeder Industries
Richard Winslow – Senior Lead Engineer, PacifiCorp Naughton Power Plant, Kemmerer, WY
Ted Naman – Technical Coordinator, Industrial Lubricants and Greases, ConocoPhillips
Equipment Maintenance and Repair
- Understanding and Tackling Sludge & Varnish in Industrial Machinery
- Extending Equipment Lifespan: Life‑Cycle Cost & Alignment Best Practices
- Maximizing Roller Chain Longevity: Expert Strategies for Extended Wear Life
- Synthetic PAO Gear Oil Extends Food-Plant Worm Gearbox Life by 350%
- Western U.S. Coal Plant Cuts Gearbox Wear, Extends Life, and Saves Costs with ISO 460 Synthetic Gear Oil and Advanced Filtration
- Combatting Corrosion in Mounted Bearings: Innovations & Best Practices
- How Food-Processing Plants Extend the Life of Disposable Worm Gearboxes with Advanced Lubricants
- How to Extend Bearing Life: Proven Repair Strategies and Savings
- Prolong Your Undercarriage Life: Expert Maintenance Strategies
- Maximizing Conveyor Component Longevity: Expert Tips for Mining Operations