


Fanuc G15 & G16: Polar Coordinate Bolt Circle CNC Program Example
Submit by: Machinist
Drawing/Image
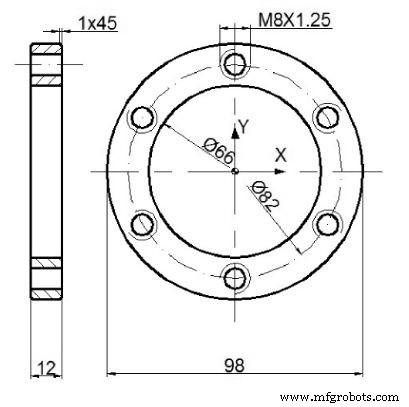
CNC Program
O777 G91 G28 X0 Y0 Z0 M06 T01 M03 S500 G90 G54 G43 H1 G00 Y41 X0 Z5 G81 Z-12 R2 F200 G16 X41 Y150 X41 Y210 X41 Y270 X41 330 X41 Y30 G15 G28 Z0 M06 T02 G43 H2 G00 X0 Y41 G00 Z5 G84 Z-12 R2 F625 P1.25 G16 X41 Y150 X41 Y210 X41 Y270 X41 Y330 X41 Y30 G15 G28 Z0 M30
Fanuc CNC Program Example: G52 Local Coordinate & G15/G16 Polar Coordinates
Advanced SINUMERIK 810T CNC Disk Machining Program – Part II
CNC Machine
- Fanuc CNC Programming Guide: A Simple, Feature‑Rich Example
- Haas CNC G71 Bolt Hole Arc Command – Practical Example for Efficient Hole Drilling
- CNC Milling: G70 Bolt Hole Circle Program – Simple & Accurate Example
- Fanuc G68 Coordinate Rotation G‑Code Example for CNC Machining
- Fanuc G68 Coordinate Rotation: Practical Subprogram Example for CNC Machining
- Fanuc G72.1 & G72.2 Figure Copy Example – CNC Program for Bolt Hole Circle
- Fanuc G72.1 Rotational Copy Programming: Detailed Example & Tips
- Fanuc CNC Program Example: G52 Local Coordinate & G15/G16 Polar Coordinates
- NCT Programming: Circular Drilling with G81 Cycle and G16 Polar Coordinates
- Fanuc G15/G16 Polar Coordinate Interpolation – End & Begin Operations