Industrial manufacturing
CNC Machine
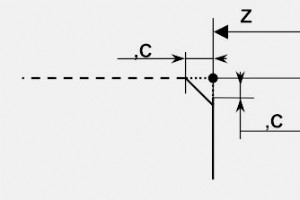
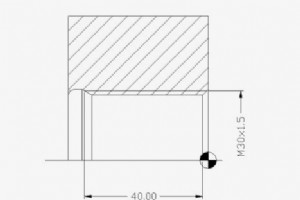
The linear movement programmed with G01 G Code can be linked to the movement of the next cnc program block by a chamfer (C) or a radius (R).Related: G01 Chamfer and Corner Rounding a CNC Program ExampleG01 Chamfer ProgrammingThe chamfer can be identified by just the letter C followed by the value.N1
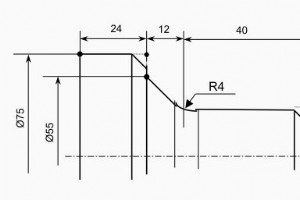
For a brief description of how Chamfer and Corner Radius are programmed with G01 G code read following cnc programming articleChamfer and Radius Programming with G01 G code.You might read other cnc example program articles, these cnc programming articles are a good cnc programming reference for cnc
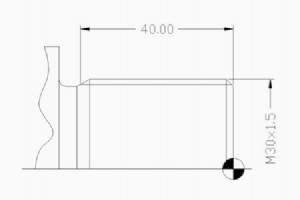
Fanuc Series 21i 18i 16i Thread Cutting with G76 Threading CycleFanuc G76 cycle can be used for external and internal thread cutting.Fanuc series 21i 18i 16i cnc controls use two program block format of G76 threading cycle.For internal theading example of threading with G76 on Fanuc 21i/18i/16i read
CNC program for the internal threading with G76 threading cycle on fanuc controls 21i/18i/16i.For an example of external threading with G76 threading cycle read External Thread Cutting with G76 Threading Cycle on Fanuc 21i 18i 16i CNCFanuc 21i/18i/16i use two block format of G76 threading cycle.Rela
Run Stop Jog Continue (RSJC) is a cnc control feature available on Haas mills and lathes.Haas Run Stop Jog Continue (RSJC) OverviewRSJC allows you to stop a running program, jog away from the part and then resume program execution. Once the tool is away from the part, a worn insert or broken tool ca
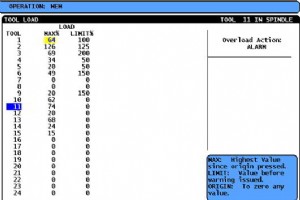
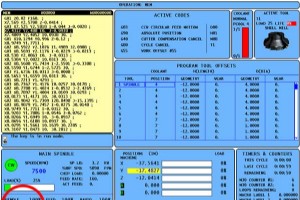
Tool Load Monitoring on Haas CNCHaas cnc control has a provision for the monitoring of tool (spindle) load that facilitates the cnc operator to set a load limit for each tool, found in the Current Commands display and pressing page down until the screen is displayed.Entering a maximum value would ca

CNC Rigid TappingMost CNC machine tools now offer rigid tapping capability as a standard feature. During rigid tapping, the machine’s spindle rotation and feed are synchronized to match a specific thread pitch as the rigidly- mounted tap is quickly driven in and out of a hole.Rigid TappingRigid Tapp

G-codes are also called preparatory codes (preparatory functions).Complete CNC G Code ListComplete G Code ListList of G-codes commonly found on Fanuc and similarly designed CNC controlsG CodeGroupFunctionABCG00G00G0001Positioning (Rapid traverse)G01G01G01Linear interpolation (Cutting feed)G02G02G02C

HAAS CNC Lathe Miscellaneous FunctionsHaas CNC Lathe M-CodesM-CodeDescriptionM00Program Stop – ModalM01Optional Program Stop – ModalM02Program End – ModalM03Spindle on Forward (S) – ModalM04Spindle on Reverse (S) – ModalM05Spindle Stop – ModalM08Coolant On –
HAAS CNC Lathe Preparatory FunctionsHaas CNC Lathe G-CodesG00 Rapid Position MotionG01 Linear Interpolation Motion OR Linear Motion, Chamfer and Corner Rounding – ModalG02 CW Circulation Interpolation Motion – ModalG03 CCW Circular Interpolation Motion –
Fanuc G94 One Pass Facing CycleFanuc G94 G code is used for rough facing.Fanuc G94 facing cycle is used for simple facing (one-pass facing) however multiple passes are possible by specifying the Z-axis location of additional passes.Related: Fanuc G72 Facing Canned CycleFanuc G94 facing cycle is very

M19 Spindle OrientationM19 Spindle orientation. M19 M-code stops the spindle in a defined angle position.Usage of Spindle OrientationThe spindle orientation is normally used for milling operation (Live tooling) on a cnc lathe machine.Main spindle and sub spindle can be oriented to transfer irregular
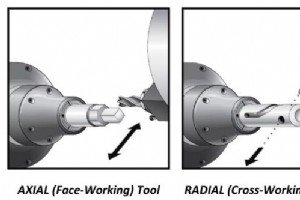
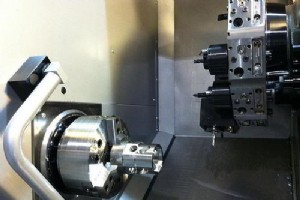
CNC Lathe Live Tooling DefinitionThe cnc lathe live tooling option allows you to drive axial or radial driven tools to perform such secondary operations as drilling or tapping, both on the face of the part and around the diameter. The main spindle provides indexing in precise increments for part pos
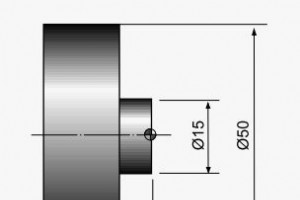
Live Tooling Lathe ProgrammingThis is a live tooling lathe programming example which shows the use of driven tool (live tooling) and spindle orientation on Haas cnc lathe machine.For a brief introduction of live tooling and related M-Codes on Haas cnc lathe machine readCNC Lathe Live Tooling Definit
Live Tooling Lathe ProgrammingThis is a live tooling lathe programming example which shows the use of driven tool (live tooling) and spindle orientation on Haas cnc lathe machine.For a brief introduction of live tooling and related M-Codes on Haas cnc lathe machine readCNC Lathe Live Tooling Definit

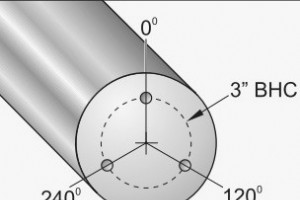
Live Tooling Lathe Programming with C-AxisThis is a live tooling lathe programming example which shows the use of driven tool (live tooling) and C-Axis on Haas cnc lathe machine.For a brief introduction of live tooling and related M-Codes on Haas cnc lathe machine readCNC Lathe Live Tooling Definiti
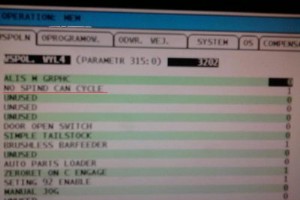
Haas CNC Cycles G81, G82, G83, G85, G89, G95 with Live ToolingBefore using G81, G82, G83, G85, G89, G95 canned cycles with face or axial live tooling it must be ensured that the haas cnc parameters 315 bit 1 (NO SPINDLE CAN CYCLE) is properly set.Haas Parameter 315 COMMON SWITCH 4 – Haas LatheHaas
CNC G01 A… Angle ProgrammingWhen using G1 (G01) G-code instructions as well as the end of movement co-ordinates X and/or Z, besides radii (G01 R…) orchamfers (G01 C…) on final points, the programmer can indicate the movement angle (G01 A…).For a brief description of how Chamf
Feed Per Revolution (G95)G95 Feed Per RevolutionG95 (Feed Per Revolution) is a modal G-code that instructs the control to interpret feed commands as mm per revolution (mm/rev) or inches per revolution of the spindle.G01 F0.02the above cnc program code would cause the axis to advance 0.02mm for every

Feed Per Minute (G94)G94 G-code is a modal G-code. G94 instructs the control to interpret feed commands asinches/minute or mm/minute for linear moves.degrees/minute for rotary moves.inches/minute or mm/minute for a combination of linear and rotary moves.When a combination of linear and rotary moves
CNC Machine