

Industrial manufacturing
CNC Machine
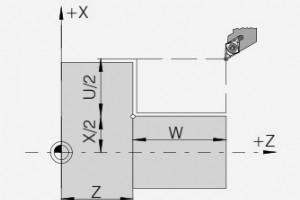
G20 longitudinal turning cycle for Fanuc 21 TB cnc control is a modal G-code.G20 turning cycle can be used for straight turning and taper turning as well.G20 turning cycle is Easy to program and learn.G20 turning cycle is used for simple turning however multiple passes are possible by specifying the

Hurco CNC provides CNC machine tools including machining centers, turning centers, and 5-axis all with a flexible control – WinMaxHurco CNC manuals for Programming, Maintenance, Safety, Pre-install and Getting-Started free to download from Hurco CNC website.Hurco CNC Manuals Programming and Maintena

Hurco WinMax Free DownloadCNC machinists can free download desktop version of WinMax 9 from Hurco CNC websitehttp://www.hurco.com/en-us/machine-tools/our-control/Pages/WinMax9.aspxHurco WinMax ControlHurco WinMax Feature ListDXF Scaling: Lets you scale DXF drawings to actual size—you don’t have redr
CNC program which shows the use of G81 Drilling Cycle G84 Tapping Cycle.As G81 drilling cycle has already been briefly explained here G81 Drilling Canned Cycle – CNC Mill Programming.G81 drilling cycle program examples http://www.helmancnc.com/fanuc/fanuc-g81-drilling-cycle/.G84 tapping cycle can be
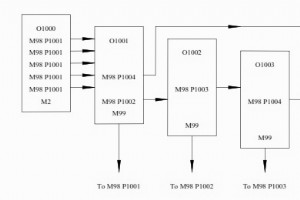
Here is a Fanuc subprogram example which shows, how cnc machinists can make their cnc programs easier to write and maintain by useing sub-programming method.CNC Sub ProgramsSub-programming is a way in which cnc machinists can call other cnc programs stored in cnc machines from their programs (called
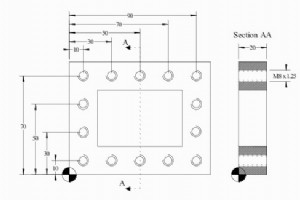
G68 Coordinate RotationFanuc G68 Coordinate Rotation G-Code makes it easy for cnc machinist to run a pattern of operations in a rotated angle.In short: By designating a rotation angle with G68 in the program, actual machining will be performed on the rotated coordinate.You can specify the Center-poi
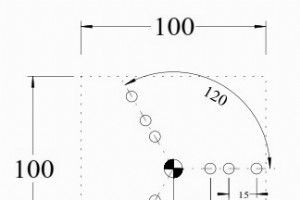
Fanuc G68 Coordinate Rotation G-Code makes it easy for cnc machinist to run a pattern of operations in a rotated angle.Here is a basic cnc programming Example which helps to understand the actual working of G68 coordinate rotation.Fanuc G68 Program ExampleT1 M6G0 G90 G40 G21 G17 G94 G80G54 X20 Y0 S1
A basic cnc programming tutorial which shows how cnc machinists can cut threads on a Siemens Sinumerik 802D sl CNC machine.As Sinumerik 802D sl has threading cycle CYCLE97, although cnc machinists have to deal with lot of parameters, but more parameters for a cycle mean more flexibility for an opera
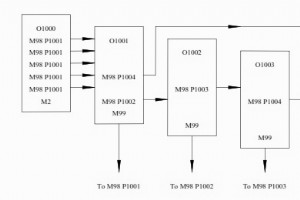
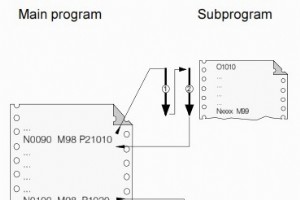
Fanuc Sub ProgrammingFanuc cnc control provides the ability to access other part programs stored inside the main directory.For a cnc program example for sub-program call read Multi Start Threads with Fanuc G76 Threading CycleSub-Program CallSub-program is called by the use of an M98 command followed
G28 Reference Point ReturnG28 reference point return G-code is used to approach the reference point via an intermediate position.The intermediate position can be specified absolute X, Z or relative U, W.What is reference point read CNC Zero Return or Reference Point ReturnDuring G28 reference point
If your cnc machine spindle is equipped with pulse generator then you can do rigid tapping with Sinumerik G331 Rigid Tapping G-code.Sinumerik G331 G332 Rigid Tapping G-code are explanation Rigid Tapping on Sinumerik 840D/810D with G331 G332.Sinumerik G63 Tapping with floating tapholderThis cnc progr
Siemens provides free to download manuals for Sinumerik CNC controls. CNC machinists who work with Sinumerik cnc controls can freely browse and download manuals for their liking free of charge.Siemens Sinumerik 808d ManualsCNC machinists who work on Siemens Sinumerik 808D cnc controls can download m
This video shows how to switch on the machine and reference the axis, on a CNC lathe machine with SINUMERIK 808D cnc control.CNC Zero Return or Reference Point ReturnThe reference point is a fixed point inside the cnc machine whose values are already stored in the cnc machine. So when we take the cn
Sinumerik 808D cnc from Siemens is easy to set-up and run.As this video shows how a cnc machine turning, threading tool can be easily measured for tool offset setting.Sinumerik 808D Tool Offset SettingSinumerik 808D machine uses internal measuring system for tool setup.CNC machinists can easily can
Using Siemens Sinumerik MSG() statement, any character string from the part program can be output as message to the operator.These messages can be of any kind from informational to real-time critical data display messages.Example cnc programs with Sinumerik MSG statementSinumerik 840D System Variabl

Normally cnc machinists manually enter/set the tool offsets through cnc machine control panel.But if you want to set tool-offset and work-offset through program you can use Haas CNC G10 Programmable Offset Setting G-Code.It is convenient to have tool and work offset inside program, so if any other c
CNC programmers and machinists have to daily deal with different kind of component with variety of machining operation.So to keep up with the pace they implement different techniques.What is Sub Programming?One of such and mostly used technique is Sub-programming.Sub-programming is easy to use and u
Almost every cnc controls has a way to make subprograms, subroutines.CNC Subprograms are added to cnc program memory (cnc program directory) as separate cnc programs which are then called from an outside cnc program (main-program).Read more about CNC SubprogramsCNC Subprograms Basics for CNC Machini

Haas M98 Subprogram CallHaas M98 Sub Program Call code is used to call subroutines (subprograms).The subprogram must be in the program list, the subprogram must end with M99.CNC machinists can even choose the number the subroutine will be repeated.What is Sub Programming?Subprograms are normal cnc p

As Haas subprogram commands M97 M98 are already briefly described with subprogram examples, read hereHaas M97 Local Subprogram Call with CNC Program ExampleHaas M98 Subprogram Call with Basic Example CodeSome more CNC Subprograms related articlesCNC Subprograms Basics for CNC MachinistsFanuc Sub Pro
CNC Machine
The History, Design, and Future of Toy Model Kits: From Ancient Origins to Modern Manufacturing
PCB Art: The Complete Guide to Superior Design, Cost Efficiency, and Cutting-Edge Performance

Michelman Enhances Technical Textile Performance with New Surface Modification Solutions

Common Casting Defects & Discontinuities: Causes & Prevention

