Industrial manufacturing
CNC Machine

Same as Cycle Start. NC Start is used to start the execution of the selected program. It is used to initiate the execution of NC blocks in the MDI buffer.See the Green Button at bottom,SIEMENS SINUMERIK 808D controller

Use Proper Size Allen KeysAlways use proper size Allen keys to open a screw, otherwise screw head might get damaged, and in that case you will have to use extra time & effort to open that damaged head screw.

RESET after Program Edit on Fanuc TCCNC machinists must always remember to press the RESET button before pressing CYCLE START on cnc machines with FANUC TC cnc control (e.g. Gildemeister NEF 560), in the case they make changes to their cnc part program.

Milltronics Centurion 7Complete listing of Milltronics Centurion 7 Preparatory Functions (G CODES).Milltronics Centurion 7 Preparatory Functions (G CODES) are used if cnc operator is programming the Centurion 6/7 in the text mode or MDI mode. They are also generated from Centurion conversational pro

Milltronics G Code for CNC machinists who work on CNC lathe machines with Milltronics CNC controls.You might read G codes for Milltronics Centurion 7 CNC control Milltronics Centurion 7 G Code ListMilltronics CNC ControlMilltronics G Code for LathesG CodeFunctionG00Rapid PositioningG01Linear Interpo

Complete Milltronics M Codes List for CNC machinists who work on CNC Lathe machines with Milltronics CNC Control.Milltronics M Codes for LathesMilltronics M Codes for LathesM CodeFunctionM00Program StopM01Optional StopM02End of ProgramM30End of Program / Spindle OffM03Spindle on CWM04Spindle on CCWM

Complete Milltronics G Code List for CNC machinists who work on CNC Mill with Milltronics CNC control.You might likeMilltronics G Code for LathesMilltronics M Codes for LathesMilltronics Centurion 7 G Code ListMilltronics G Codes for Machining CentersMilltronics G Code List for Machining CentersG Co

Complete Milltronics M Codes for Milltronics Machining Centers.For Milltronics Lathe M Code read Milltronics M Codes for LathesMilltronics M Codes for Machining CentersMilltronics M Codes for Machining CentersM CodeFunctionM00Program StopM01Optional StopM02End of ProgramM30End of Program / Spindle O
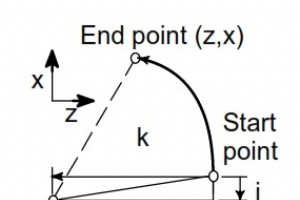
Fanuc Circular InterpolationFanuc Circular Interpolation commands (G02, G03 G Codes) are used to move a tool along a circular arc.G02 – Circular Interpolation Clockwise.G03 – Circular Interpolation Anti-Clockwise.How to Program Circular Interpolation?On CNC lathe machines with Fanuc control Clockwis

CNC machinists who work on CNC machines with Mitsubishi CNC controls (MITSUBISHI CNC 700/70 Series) can freely download Manuals for Mitsubishi CNC controls.Mitsubishi M70 Series CNC ControlMitsubishi CNC ManualsDownload Mitsubishi CNC Manuals from Mitsubishi website.Download Mitsubishi CNC ManualsEn

Complete Mitsubishi CNC G Codes list for cnc machinists who work on CNC machining centers with Mitsubishi CNC controls (700/70 Series).Mitsubishi CNC ManualsCNC machinists can freely download Mitsubishi CNC Manuals forMitsubishi CNC 700/70 Series Programming Manual (Machining Center System)Mitsubish

Mitsubishi G Codes for CNC Lathe machines with Mitsubishi CNC controls (Mitsubishi 700/70 Series).Mitsubishi G Codes for Machining Centers are listed here Mitsubishi CNC G Codes – Machining Centers 700/70 SeriesMitsubishi ManualsCNC machinists can freely download Mitsubishi CNC Manuals forMitsubishi

Fanuc M Codes for Fadal Machining Centers with FANUC Series 18i–MB5 CNC Controls.Fadal Machining CenterFanuc M CodesM00Program StopM01Optional Program StopM02End-of-ProgramM30End-of-ProgramM98Sub-Program CallM99Sub Program EndM03Spindle Start Forward CWM04Spindle Start Reverse CCWM05Spindle StopM06T

Fanuc Alarm Codes ListFanuc Alarm Codes for CNC machinists.Fanuc ControlsThese fanuc alarms are valid for following fanuc cnc controls0i Model A0i/0iMate Model B16/18 Model PB16/18 Model C16i/18i Model A16i/18i Model B16iL Model A20i21 Model B21i Model A21i Model B21i Model AFanuc Alarms CodesFanuc

Haas Alarm Codes (Error Codes) for CNC Machinists.Haas Alarm CodesHaas Alarm Codes101 – COMM. FAILURE WITH MOCON/MOCON MEMORY FAULT102 – SERVOS OFF103 – X SERVO ERROR TOO LARGE104 – Y SERVO ERROR TOO LARGE105 – Z SERVO ERROR TOO LARGE106 – A SERVO ERROR TOO LARGE1
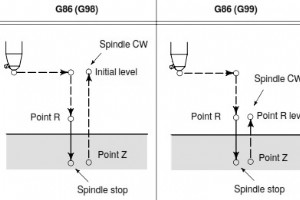
G86 Boring CycleFanuc G86 Boring Cycle is used to bore the hole(s).The tool travels to the bottom of the hole with feed and then retracts back out of the hole at rapid feedrate.G86 Boring Cycle FormatG86 X Y Z R F KParametersX Y – Hole position data.Z – Boring depth (Absolute).R –

Complete list of G codes for Tormach Duality Lathe.Tormach PCNC Duality LatheThe Duality Lathe mounts on the Tormach PCNC 1100 bed, turning your CNC milling machine into a light duty CNC lathe for prototyping and small turning projects.Tormach PCNC Duality LatheTormach Duality Lathe G CodesG00Rapid

Tormach M codes, these m codes work on following Tormach PCNCTormach PCNC 1100Tormach PCNC 770Tormach PCNC Duality LatheTormach PCNC 1100Tormach M CodesM-codeMeaningM0Program stopM1Optional program stopM2Program endM3Rotate spindle clockwiseM4Rotate spindle counterclockwiseM5Stop spindle rotationM6T

Tormach G04 DwellTormach G04 Dwell command will keep the axes unmoving for the period of time in seconds specified by the PG04 DwellG04 Dwell G-Code FormatG04 PTormach G04 Dwell ExampleDwell for half a secondG04 P0.5NoteTormach G04 Dwell P value can’t be set as negative.

Complete list of Siemens Sinumerik 808D G Codes for CNC Machinists/CNC Programmers who work in ISO dialect mode.CNC machinists might likeSiemens Sinumerik 808D ManualsFree Download SINUMERIK 808D on PC (Sinumerik 808D Training Software)Siemens Sinumerik 808D Milling Overview Siemens Sinumerik 8
CNC Machine