Industrial manufacturing
CNC Machine

Complete G-Code list for Hust Lathe CNC Controllers.A good reference for CNC machinists who work on CNC Lathe with Hust CNC controls.Following G code list works on following and related Hust CNC controlsH6C-T CNC Lathe ControllerH4T Lathe CNC Controller (H4-T H4C-T H4P-T H4CP-T)H4CL-T H4PL-THust

Complete M-Code list for CNC machinists who work on CNC Lathe machines with Hust H6C-T CNC Controller.For Hust CNC G-CodesHust CNC Lathe Controller G Code List H4CL-T & H6C-THust CNC G Code List – CNC Mill H4M & H4CL-MHust H6C-T Lathe CNC ControllerM-Codes for Hust H6C-T Lathe CNC Controller
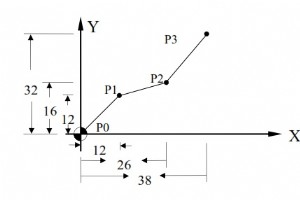
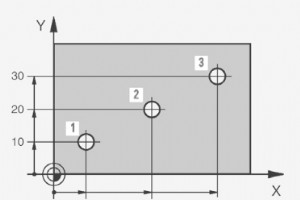
Hust CNC simple basic G-code program example, which shows the difference between G90 Absolute Coordinate & G91 Incremental Coordinate.This tutorial also applies on most Fanuc cnc controls as well.This is a good resource for beginner level cnc machinists and cnc programmers to understand the diff
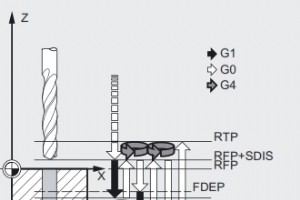
Siemens Sinumerik CYCLE83 Peck drilling cycle makes deep hole drilling easy, Very flexible drilling cycle gives cnc machinists full control over all aspects of deep hole drilling tasks.CNC machinists can control whether they want to retract tool every time to start-point for chip-removal or they can

CNC machinists who like to program in the ISO dialect, can download new machine configurations for SinuTrain for SINUMERIK Operate V4.4 Ed.2CNC machinists can expand SinuTrain for SINUMERIK Operate V4.4 Ed.2 with the new example machinesLathe with driven tool (ISO dialects)Simple vertical milling ma
A very simple cnc program example which shows the use of Siemens Sinumerik CYCLE83 Deep Hole Peck Drilling Cycle.Siemens Sinumerik CYCLE83 Deep Hole Peck Drilling Cycle OverviewCYCLE83(RTP, RFP, SDIS, DP, DPR, FDEP, FDPR, DAM, DTB, DTS, FRF, VARI)RTP Retraction plane (absolute)RFP Reference
Heidenhain cnc control uses very easy way to reference Absolute and Incremental Coordinates.For Absolute Coordinates Axis are referenced as normalX = X axis Absolute Position (Coordinate)Y= Y axis Absolute Position (Coordinate)For Incremental Coordinates “I” is prefixed the Axis which CNC machinist

Heidenhain M Code list for CNC machinists who work on CNC machines with Heidenhain TNC 426 and similar CNC controls.Heidenhain M Code List – TNC 426Heidenhain M Code ListM Code FunctionM0 Program stopM1 Optional stop (program stop only with opt. stop)M2 Program endM3

Here is a short history of Heidenhain cnc controls with the years.HEIDENHAIN CNC Control’s History1968 VRZ 59.4 bidirectional counter for one axis1974 HEIDENHAIN 5041 numerical position display unit1976 TNC 110 and TNC 120 numeric positioning controls for 3 axes1979 TNC 131 / TNC 135 numerical s
Anilam G Code List for CNC machinists who work on CNC lathe machines with Anilam CNC controls like 4200TMore than one G-code may be specified per block.If a block contains conflicting G-codes, an error message appears.4200T CNC Controls for TurningAnilam G Codes – Preparatory FunctionsG-Code

ANILAM G Code List for CNC Mill Controls like 6000MG-codes initiate motion commands, canned cycles and various machine and CNC functions.More than one G-code may be specified per block.If a block contains conflicting G-codes, an Error message will appear.Anilam G Code List – CNC Mill 6000MAnil
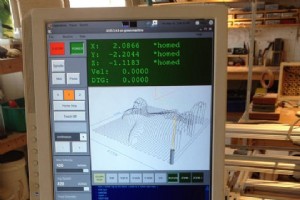
LinuxCNC is a software system for computer control of machine tools such as milling machines and lathes.LinuxCNC is free software with open source code.LinuxCNC provides, several graphical user interfaces including one for touch screens.G CodesG CodeDescriptionG0Rapid Linear MotionG1Linear FeedG2CW
Haas G10 G Code Programmable Offset SettingHaas G10 Programmable Offset Setting G-code allows the programmer to set offsets within the program. Using G10 replaces the manual entry of offsets (i.e. Tool length and diameter, and work coordinate offsets).Read complete article about Haas G10 Haas CNC La
Sandvik Coromant Insert Identifier App for iPhone, Android and blackberry helps you find which Sandvik Coromant solution is equivalent to the insert you currently use. It will guide you when you are uncertain of which Sandvik Coromant grades and geometries are available.Results given are based on a
What is Absolute Dimensions (Absolute Programming)?With Absolute dimensions or Absolute programming, the programmed position always refer to the zero point of the currently valid coordinate system (workpiece-zero-point).G90 Absolute Dimensions or Absolute Programming is Modal G-code. Siemens Sinumer
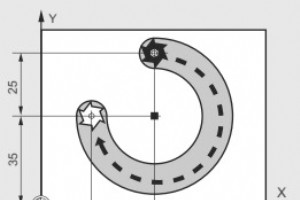
G90 Absolute Dimensions or Absolute Programming is Modal G-code. Siemens Sinumerik provides AC (non-modal absolute dimensions) command to access individual axis absolute position.Read full article Sinumerik Absolute Dimensions G90 Modal and AC Non-modal Command.Absolute Dimensions (Absolute Programm
What is Sinumerik MSG Command?Using Siemens Sinumerik MSG statement MSG(), any character string from the part program can be output as message to the operator.These messages can be of any kind from informational to real-time critical data display messages.Read complete article about MSG command Sinu
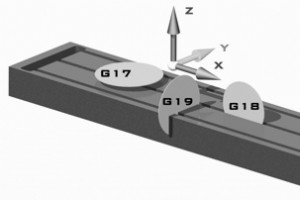
I never used G17 G18 G19, even I don’t know how these Plane Selection G-codes work, But still I am working fine on my cnc mill and cnc lathe machines why?Short answer is cnc machinists are not required to program Plane selection G-codes G17 G18 G19.Because when you turn-on CNC machines some G-codes
This video shows several CNC thread milling operations using a Tormach PCNC 1100. Thread milling is demonstrated in both steel and aluminum using a 60 degree single form V cutter.

As Haas cnc machines are capable of holding multiple tool-offsets and many work-offsets, a CNC machinist can use as many tool offsets and work offsets as are required by the cnc program.Haas Tool Offsets and Work Offsets Filtering OptionSo Haas has a useful function of filtering all those offsets wh
CNC Machine