


Metal 3D Printing 2024: Comprehensive Guide to Technologies, Applications, and Business Benefits

Metal 3D printing is advancing rapidly across all fronts. New materials, faster build speeds, and higher precision are unlocking a range of industrial applications that were previously impossible. Yet, navigating the available technologies and integrating them into existing workflows remains a challenge for many companies.
This guide provides a clear, expert‑driven overview of metal 3D printing, covering the leading technologies, their benefits and limitations, key materials, machines, and practical applications. It also outlines the business case, common challenges, and essential post‑processing steps.
Metal 3D Printing Technologies
All metal additive manufacturing processes share the same core principle: building parts layer by layer. The main families are:
- Powder Bed Fusion
- Direct Energy Deposition (DED)
- Metal Binder Jetting
- Ultrasonic Sheet Lamination
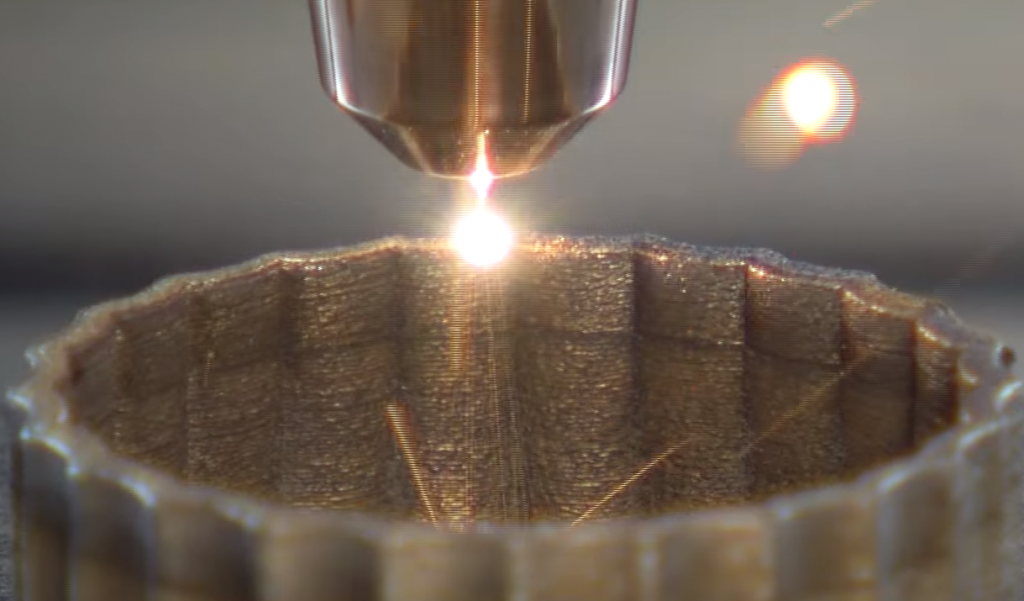
Powder Bed Fusion

Powder Bed Fusion (PBF) is the most mature metal AM technology. It uses a thin layer of metal powder spread over a build platform and selectively fuses it with either a laser (SLM/DMLS) or an electron beam (EBM).
Key PBF processes:
- Selective Laser Melting / Direct Metal Laser Sintering (SLM/DMLS) – laser‑based, high‑resolution, suitable for a broad range of alloys. DMLS currently has the largest installed base worldwide, per IDTechEx.
- Electron Beam Melting (EBM) – vacuum‑based, high‑temperature superalloys (e.g., Ti‑6Al‑4V, Inconel 718) ideal for aerospace turbine components. EBM offers excellent part density but slightly lower resolution compared to SLM due to thicker layers.
All PBF parts require post‑processing to achieve final dimensional accuracy and mechanical properties. Typical steps include stress relief, hot isostatic pressing (HIP), and surface finishing.
Direct Energy Deposition (DED)
DED melts metal feedstock (powder or wire) directly onto a substrate using a laser or electron beam. It offers high deposition rates and can build very large parts—Sciaky’s EBAM system can produce components over 6 m long.
DED excels at repairing damaged parts (e.g., turbine blades, injection‑mold tools) that are difficult to fix with conventional machining.
Metal Binder Jetting
Binder Jetting deposits a liquid binder onto layers of metal powder, which are then sintered. It is cost‑effective, offers high build volumes, and can use multiple print heads for speed. However, parts are inherently porous and require substantial post‑processing (curing, sintering, infiltration) to reach functional strength.
Ultrasonic Sheet Lamination
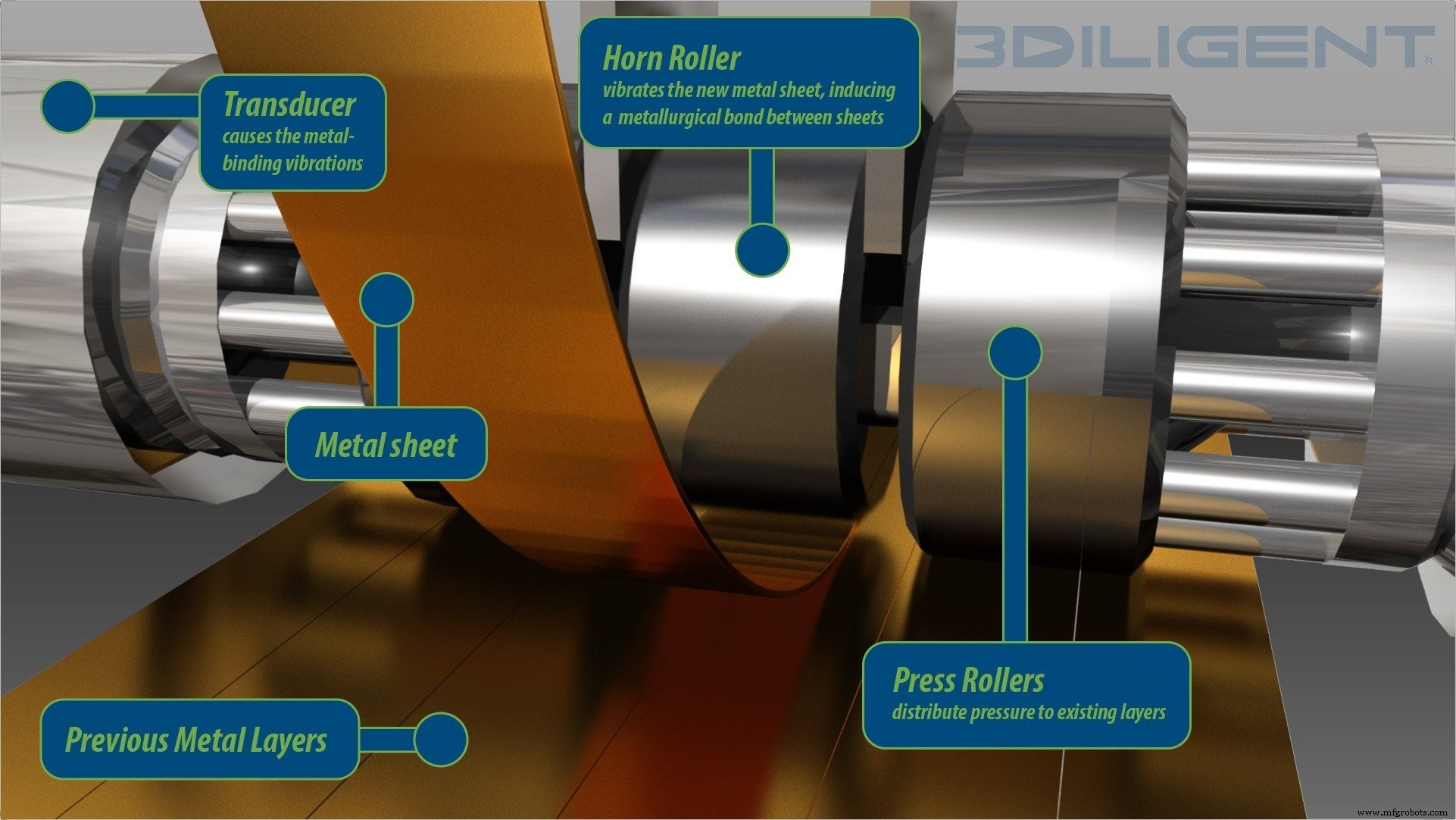
UL lamination welds thin metal foils together with ultrasonic vibrations under pressure, followed by CNC milling. The low‑temperature process preserves material properties and can fuse dissimilar metals, making it ideal for parts with embedded electronics.
Emerging Processes
Recent innovations promise higher speed and lower cost:
- Extrusion‑based Metal Printing – e.g., Markforged Metal X, Desktop Metal Studio. Uses metal filaments in a plastic binder, then debinds and sinters. Offers a cheaper alternative to powder‑bed systems.
- Material Jetting (NanoParticle Jetting®) – XJet’s inkjet approach deposits metal nanoparticles, which are sintered post‑print. Suitable for functional prototyping and small‑to‑medium parts.
- HP Metal Jet – leverages binder jetting with a proprietary latex binder and MIM powders, achieving up to 50× the productivity of traditional binder jetting.
- Joule Printing (Digital Alloys) – uses a high‑current wire feed to melt metal wire on‑the‑fly, enabling near‑net‑shape parts with minimal support.
- MELD Manufacturing – a solid‑state process that deforms metal under pressure without melting, yielding fully dense, corrosion‑resistant parts without heat treatment.
Materials and Machine Landscape
Metal AM typically uses high‑quality powders or wire that meet stringent particle‑size and morphology requirements. Common alloys include aluminium, titanium, stainless steel, cobalt‑chrome, nickel alloys, and specialty refractory metals. The full list and typical applications are shown in the table below.
| Material | Description |
|---|---|
| Aluminium (AlSi10Mg, AlSi12, etc.) | Lightweight, excellent alloying, high corrosion resistance, suitable for automotive and aerospace components. |
| Titanium (Ti‑6Al‑4V, Ti‑6Al‑4V ELI) | Exceptional biocompatibility, high strength‑to‑weight, used in motorsport, aviation, and medical implants. |
| Stainless Steel (316L, 17‑4PH) | High hardness, weldability, and corrosion resistance; widely used in aerospace, oil & gas, and medical devices. |
| Cobalt‑Chrome (CoCrMo) | Excellent strength, temperature resistance, and biocompatibility; common in surgical implants and turbine parts. |
| Nickel Alloys (Inconel 625/718, Hastelloy X) | Superior high‑temperature performance; critical for jet engines and chemical processing. |
| Refractory Metals (Ta, Nb, W) | High hardness, wear resistance, and biocompatibility; used in missile nozzles and medical implants. |
| Precious Metals (Au, Ag, Pt) | Conductive, ductile, used for niche applications like jewellery and dental crowns; typically printed with DMLS/SLM. |
Leading manufacturers provide a range of systems across the technology families. A snapshot of key models, build volumes, and material compatibility is presented below.
| Technology | Manufacturer | System | Build Volume (mm) | Materials |
|---|---|---|---|---|
| SLM/DMLS | 3D Systems | DMP Flex 100 | 100 × 100 × 80 | 17‑4PH, CoCr, AlSi12 |
| SLM/DMLS | EOS | EOS M 400 | 400 × 400 × 400 | Aluminium, Ti‑6Al‑4V, Inconel, Maraging |
| EBM | Arcam (GE Additive) | Arcam EBM A2X | 200 × 200 × 380 | Ti‑6Al‑4V, Ni‑718 |
| DED | Sciaky | EBAM® | 687 × 111 × 1600 | Ti‑6Al‑4V, Inconel, W, Nb |
| Binder Jetting | HP | Metal Jet | 430 × 320 × 200 | MIM‑based stainless steels |
| Extrusion | Markforged | Metal X | 300 × 220 × 180 | Stainless steel, Ti‑6Al‑4V, Inconel |
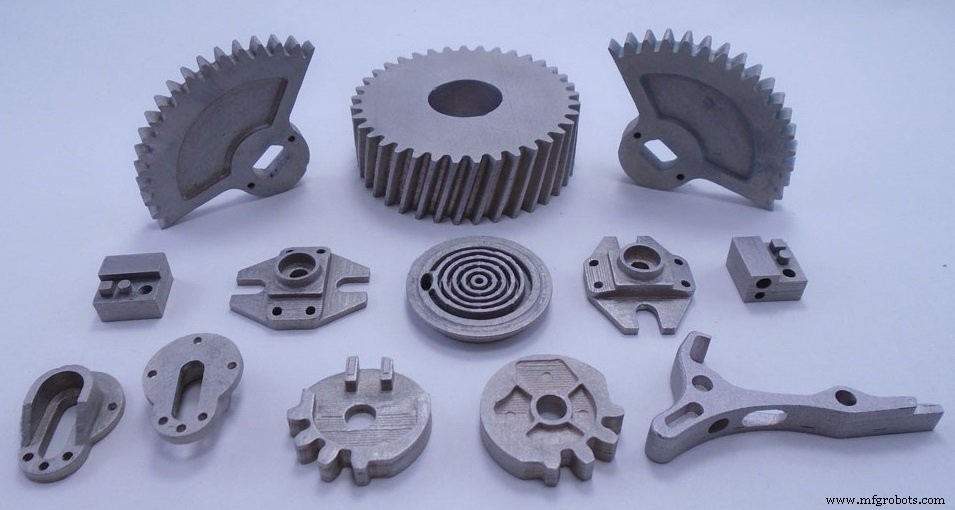
Industrial Applications
Metal 3D printing has transformed key sectors:
- Aerospace: fuel nozzles, turbine blades, structural components. GE Aviation’s 3D‑printed LEAP nozzle is 25% lighter and 15% more fuel‑efficient than its traditional counterpart.
- Automotive: lightweight brackets, custom exhaust manifolds, on‑demand spare parts. BMW’s 3D‑printed roof bracket for the i8 Roadster is 44% lighter than a cast version.
- Medical & Dental: patient‑specific implants, hip and knee replacements, cranial scaffolds. Lima Corporate’s 3D‑printed titanium implants have benefited nearly 100,000 patients.
- Industrial Goods: tool inserts with conformal cooling, injection‑mold cores, high‑speed bearings. GW Plastics reports up to 30% cycle‑time savings with 3D‑printed molds.
Business Case for Metal 3D Printing
Metal AM offers:
- Cost and time savings: eliminates tooling, reduces lead times from months to days, and consolidates assemblies.
- Material efficiency: < 5% scrap versus up to 95% waste in CNC milling.
- Design freedom: complex lattices, internal channels, and lightweight geometries that enhance performance.
- Low‑volume viability: on‑demand production of spare parts, reducing inventory and logistics costs.
Challenges and Considerations
- Capital cost: high‑end machines range from $250k to $1M+.
- Technical complexity: requires skilled operators and robust post‑processing.
- Part quality control: repeatability depends on design, process parameters, and post‑processing consistency.
Post‑Processing Essentials
Key steps to achieve functional parts:
- Stress relief: heat in inert atmosphere to reduce residual stress.
- Hot Isostatic Pressing (HIP): densifies parts, eliminates porosity, and matches wrought alloy properties.
- Powder removal: mechanical or automated cleaning of residual powder.
- Support removal: CNC machining or wire EDM, designed with accessibility in mind.
- Surface finishing: machining, sandblasting, or polishing to meet tolerance and aesthetic requirements.
Design for Metal AM
Success hinges on thoughtful design:
- Wall thickness: minimum 0.4 mm; use lattices for thick sections.
- Supports: minimize, but ensure they are accessible; overhangs <45° require support.
- Overhangs: limit unsupported lengths to 0.5 mm; consider fillets or chamfers.
- Orientation: orient critical surfaces upward to improve finish; use vertical orientation for hollow tubes.
- Channels: avoid <0.4 mm holes in powder‑bed processes; include escape holes (2–5 mm) for powder removal.
Conclusion
Metal 3D printing is evolving into a mainstream manufacturing technology, offering unmatched design flexibility, cost efficiency for low‑volume runs, and the ability to create parts that were once impossible. Continued advancements in hardware, materials, and simulation will further expand its adoption across aerospace, automotive, medical, and industrial sectors.
Further Resources
Explore interviews, technology overviews, and case studies to deepen your understanding of metal AM.
3D printing
- Silicone 3D Printing Explained: A Beginner’s Guide to Cutting‑Edge Production
- Material Jetting 3D Printing: The Ultimate Guide to Precision, Colour, and Innovation
- Master TPU 3D Printing: Your Complete Guide to Flexible, Durable Parts
- Choosing Between In‑House and Outsourced 3D Printing: A Practical Guide
- Metal 3D Printing Applications: Advanced Use Cases – Part 2
- 3D Printing Trends 2019: Metal Innovation, Binder Jetting Breakthroughs, and Advanced Plastics
- Metal 3D Printing 101: How Additive Manufacturing Transforms Production
- Mastering Metal 3D Printing: A Comprehensive Guide
- 30 Best Cloud Monitoring Tools of 2021 – A Comprehensive Guide
- Expert Guide to Choosing 3D Printing Materials for SLS, MJF, FDM, SLA & DLS™