


The Clarinet: From Ancient Reeds to Modern Mastery
Background
The clarinet is a single‑reed woodwind that comes in a variety of sizes, each with its own pitch range. While over a dozen modern models exist, the B♭ and A clarinets dominate orchestral and concert band repertoire. The bass clarinet, larger and featuring an upward‑curved bell, is also a staple in contemporary ensembles. A standard clarinet is assembled from five parts: the mouthpiece, the barrel (or tuning socket), the upper (left‑hand) joint, the lower (right‑hand) joint, and the bell. A thin, flattened cane reed is inserted into the mouthpiece, and the player produces different pitches by covering and uncovering metal keys that open or close internal air holes.
History
Single‑reed instruments similar to the clarinet have been documented in Egypt as early as 3000 B.C. Such tools spread across the Near East and evolved into various regional prototypes found in Spain, Eastern Europe, and Sardinia. In Wales, the 18th‑century folk instrument known as the hompipe or pibgorn—crafted from bone or elder wood—mirrored Greek and Middle Eastern cane reeds. Through the Middle Ages and into the seventeenth century, these instruments were largely folk‑oriented.
Modern clarinet design traces back to Nuremberg instrument maker Johann Christoph Denner (c. 1690). Denner, renowned for recorders, flutes, oboes, and bassoons, produced early clarinets—deriving their name from the Italian diminutive *clarino*—that resembled recorders with three parts and two keys. A flared‑bell model, possibly created by Denner’s son, set the stage for the instrument’s current silhouette. By the late 1700s, composers such as Handel, Gluck, and Telemann were writing for clarinet, and the instrument began to appear in most orchestras by 1800.
The 19th century saw significant refinements: the key system expanded from two to five or six keys, enhancing pitch control and dynamic range. Mozart’s 1791 clarinet concerto showcased the instrument’s lyrical potential, while virtuosos touring Europe inspired composers like Spohr and Weber to craft concertos and chamber works. Material experimentation continued—boxwood gave way to silver, brass, and tropical woods such as cocobolo, while French makers introduced ebony in the mid‑1800s. African blackwood eventually became the preferred material for its tonal qualities and durability.
Since 1850, clarinets have retained the modern size and shape. Two key systems have emerged: the Albert system (common in German‑speaking regions) and the Bohm system (standard elsewhere), each offering distinct fingering layouts and mechanical advantages.
Raw Materials
Today, most clarinet bodies are carved from African blackwood (*Dalbergia melanoxylon*). This family includes black cocobolo, Mozambique ebony, grenadilla, and East African ebony. The dense, dark grain imparts the instrument’s characteristic hue. Entry‑level clarinets may use synthetic resin, while occasional models feature silver or brass bodies. The mouthpiece is crafted from ebonite (hard rubber), and keys are typically forged from German silver (an alloy of copper, zinc, and nickel). Premium instruments may use pure silver or gold‑plated keys. Pads consist of layered cardboard, felt, and leather, and reeds are carved from cane.
The Manufacturing Process
Preparing the Body
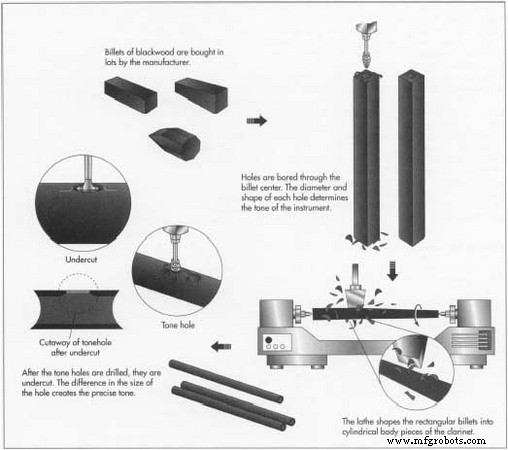
- Logs harvested for clarinet production are cut to 3–4 ft (1–1.2 m) lengths and seasoned to prevent warping—either by air drying or kiln treatment. They are then split and sawed into billets that approximate the finished upper and lower joints, barrel, and bell.
- Billets are inspected, then bored lengthwise to create the clarinet’s bore. The diameter and taper of this bore critically influence tone quality. Following boring, the pieces are turned on a lathe into smooth, hollow cylinders, re‑seasoned, and then precisely trimmed to final dimensions. The internal bore is re‑amed and polished; the outer surface receives a black dye.
Plastic Models
- Plastic clarinet bodies are produced via injection molding. Pellets are melted and forced into molds that form hollow cylinders. In many cases, the molds are so exact that no further re‑aming is needed, though some models still undergo polishing similar to wooden instruments.
- Both wooden and plastic parts follow the same subsequent steps.
Boring the Tone Holes
- The tone holes, which are the keys’ primary function, are drilled on a setting‑out machine that positions each piece under a vertical drill. Hole diameters and spacings are precisely controlled to achieve accurate tuning. After drilling, holes are undercut and flared with a small tool to create the correct interior shape. Additional tiny holes for key mechanisms are also drilled.
Construction of Keys
- Modern keys are typically die‑cast from German silver, producing groups of connected keys in a single piece. Some makers stamp individual keys and solder them together. Finished keys are polished—cheap models may be tumbling polished, while high‑end instruments are hand‑buffed. Optional silver plating or gold‑plated finishes may be applied for premium models.
- Keys are fitted with pads made of layered cardboard, felt, and leather, which muffle the sound of the tone hole when closed.
- Fine steel springs are inserted to ensure proper key action.
Mounting the Keys
- Keys are secured onto posts (short pillars) that have been drilled and threaded. Needle springs are fitted into the posts, and the keys are attached with stainless‑steel hinge rods. Assemblers use delicate tools to adjust spring tension and confirm airtight closure of tone holes.
Finishing
- Joints are lined with cork and waxed for smooth assembly. Decorative metal rings are affixed to the ends of the barrel and lower joint; the barrel may bear the maker’s embossed name. The ebonite mouthpiece is attached, and the instrument is ready for its first playtest.
Quality Control
After assembly, a skilled technician inspects the clarinet for visual defects, tests key action, and plays the instrument to evaluate tone, intonation, and response. The instrument’s A note should read 440 Hz; all other pitches must align accordingly. Electronic tuners assist in fine‑tuning; adjustments such as re‑reaming or shellac filling correct flat or sharp notes. The wood should show no cracks, and the keys should move smoothly without excessive noise. A well‑crafted clarinet should remain reliable for decades.
The Future
Clarinet production remains a craft dominated by experienced artisans, with most design innovations dating back a century. One evolving area is reed manufacturing: high‑quality reeds traditionally come from French cane, but California wild cane and emerging synthetic materials are gaining traction. As natural cane supplies dwindle, synthetic reeds—offering consistency and durability—may become the norm for many players.
Manufacturing process
- What is VMC Machining? An Expert Overview of Vertical Machining Centers
- Expert Guide to Aluminum Laser Marking: Precision, Durability, and Industry Applications
- MIG vs. TIG Welding: Selecting the Right Arc Welding Technique for Your Project
- Comprehensive Guide to Laser Marking: Types, Benefits, and Applications
- Key Considerations for High‑Volume Swiss Machining
- CNC Prototyping Guide: Precision, Speed, and Cost‑Effective Production
- Expert Shaft Manufacturing: Precision Processes & Custom Solutions
- Fiber Laser Marking: Precision, Speed, and Versatility for Modern Industries
- Electropolishing vs. Passivation: Choosing the Right Stainless Steel Finishing
- The Clarinet: From Ancient Reeds to Modern Mastery