

Industrial manufacturing
CNC Machine
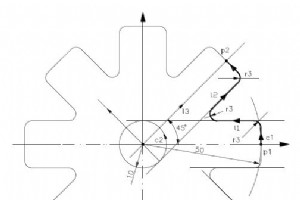
Osai 10 Series program example using Osai GTL (High Level Geometric Programming Language).Osai High Level Geometric Programming (GTL) ExampleProfile repetitions executed with 2 passesN1 (DIS,GTL EXAMPLE WITH ROTATION)N2 F...S...T2.2 M6N3 MSA=2N4 p1=X50 Y0N5 c1=I0 J0 r50N6 c2=I0 J0 r10N7 l1=c2,a180N8
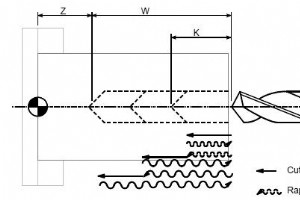
Fanuc Peck Drilling MacroMove the tool beforehand along the X- and Z-axes to the position where a drilling cycle starts. Specify Z or W for the depth of a hole, K for the depth of a cut, and F for the cutting feedrate to drill the hole.Following Custom Macro works on Fanuc cnc controls like FANUC Se
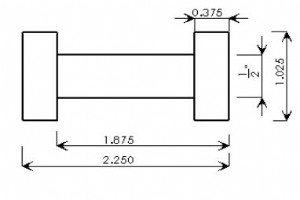
Submit by: Vikram Summary CNC lathe program which machines a long groove in x-axis using G75 grooving cycle then parts the same component using G75 grooving cycle. Drawing/Image CNC Program G90 G20 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X1.200;G01 X1.150 F3;G71 U0.020 R0.010;G71 P2 Q3 ;N2 G01
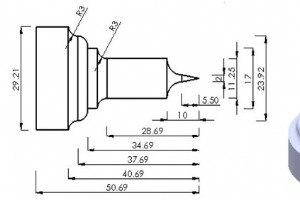
Submit by: Vikram Summary CNC lathe program which cuts a complete outside contour on a component using G72 Facing cycle. Drawing/Image CNC Program G90 G21 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G72 W0.5 R0.2;G72 P2 Q3 ;N2 G01 Z-40.69; G03 X 23.92 Z-37.69 R3; G02 X17 Z-34.
Submit by: Vikram Summary CNC lathe program which machines a complete component, outside complete profile is turned using G71 turning cycle, G71 cycle is uesd twice. Drawing/Image CNC Program G90 G21 G18 G55;T0400 M06S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G71 U0.5R0.2;G71 P2 Q3 ;N2 G01 X0.0;
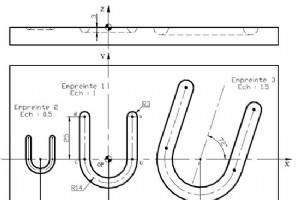
Submit by: BEATA Summary Num CNC program example using G-Codes G74 G77 G59 etc.G74 Scaling factor enableG77 Unconditional branch to a subroutine or block sequence with returnG59 Programme origin offset Drawing/Image CNC Program Main Program%21(FRAISAGE DE TROIS EMPREINTES)N10 G90 G80 G40 G71N20
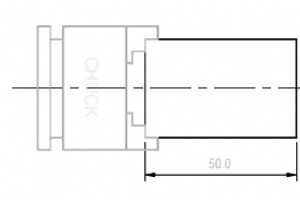
Submit by: CNC Programmer Summary CNC lathe program to drill a piece of brass material at a depth of 40mm with a drill 22mm of diameter. Drawing/Image CNC Program G97 S1446 M03G00 T0101G00 X0.Z2.G74 R2.G74 Z-40. Q5000 F0.1G00 Z5.M05T0100G28 W0.G28 U0.M30
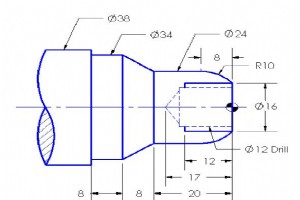
Submit by: BEATA Summary CNC lathe program to cut Outside Turning Drilling and Inside Boring,Following Cycle G Codes are used in this cnc lathe program,OD Turning Rough with G71 Turning CycleOD Turning Finish with G70 Finishing CycleID Drilling with G74 Peck Drilling CycleID Boring with G01 Linear I
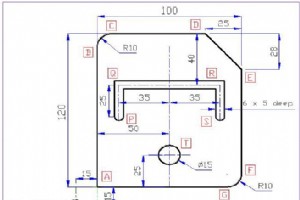
Submit by: BEATA Summary Q. Write a CNC Part Program for the figure shownFor side milling, take speed 1200 rpm & feed 100 mm/minFor drilling holes, take speed 1200rpm & feed 80mm/minFor slot milling, take speed 1200rpm & feed 120mm/minTake hole diameter as 15mmUse absolute coordinate sys
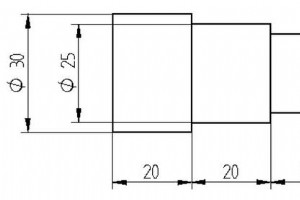
Submit by: Vikram Summary Write an ISO program for step turning operation of the component shown in figure using canned cycles. The diameter of the work piece = 30mm Drawing/Image CNC Program N0 G90 F0.5 S1200 T0101 M03N10 G00 X30 Z2N11 G71 U0.5 R0.5N12 G71 P30 Q80 U0.05 W0.05N30 G01 X20 Z0N40 G
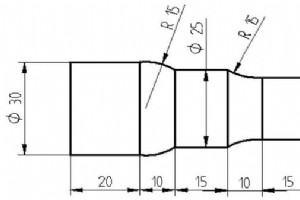
Submit by: Vikram Summary Write the CNC lathe programming for a FANUC controlled machine using canned cycles. Take the diameter of the work piece = 30mm, depth of cut = 0.5mm, speed = 1200rpm. Assume feed and other data suitably. Drawing/Image CNC Program N0 G90 F0.5 S1200 T0101 M03N10 G00 X35 Z
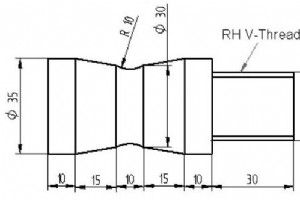
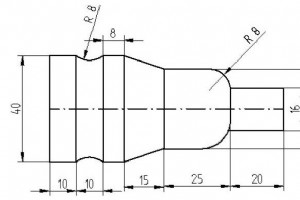
Submit by: Vikram Summary Write a part program for a FANUC controlled CNC Lathe for the given component using canned cycle. Take the depth of cut 0.5mm & speed 1200rpm. Assume suitable cutting conditions and cutting tools. Drawing/Image CNC Program To determine U= (Max. Dia of wp- min dia of
Submit by: Vikram Summary Write the CNC lathe program for a FANUC controlled machine using subroutine codes. Take the diameter of the work piece = 40mm, depth of cut = 0.5mm, speed = 1200rpm. Assume feed and other data suitably. Drawing/Image CNC Program Main Program:N0 G90 F0.2 S1200 T0101 M04N
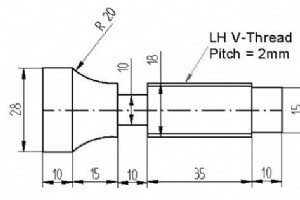
Submit by: CNC Programmer Summary CNC lathe programming example using G76 to cut Left hand threads on component and Grooving using G75 Grooving Cycle. Drawing/Image CNC Program N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N21 G71 U1 R0.5N22 G71 P50 Q90 U0.05 W0.05N50 G03 X20 Z-10 R10N60 G01 X24 Z-20
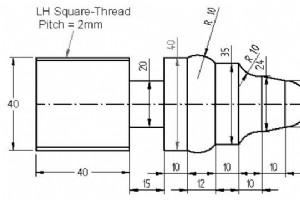
Submit by: CNC Programmer Summary CNC lathe program to cut LH (left hand) thread on a componentand also to cut the component profile using G71 turning cycle,Grooving using G75 grooving cycle.Write an ISO part programming for the FANUC controlled CNC Lathe using canned cycle. Work piece diameter = 30
Submit by: Vikram Summary Write the CNC lathe programming for a FANUC controlled machine. Take the diameter of the work piece = 30mm, speed = 1200rpm. Assume feed and other data suitably.This program useG73 Pattern Repeating CycleG76 Threading Cycle Drawing/Image CNC Program N5 G90 F0.2 S1200 T0
Submit by: Vikram Summary CNC lathe program which calls a subprogram multiple times to cut the same pattern.Subprogram uses UW instead of XZ to make porgram easier to understand and debug. Drawing/Image CNC Program Main Program:N5 G90 F0.2 S1200 T0101 M04N10 G00 X40 Z0N20 M98 P37000 (call subpro
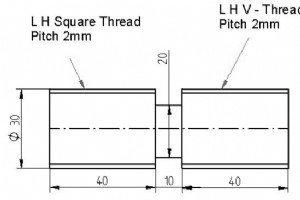
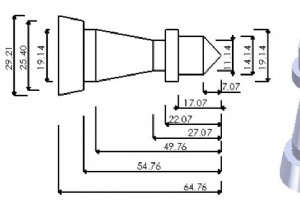
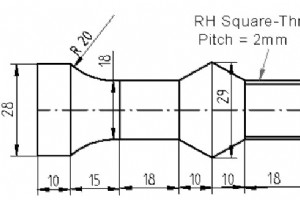
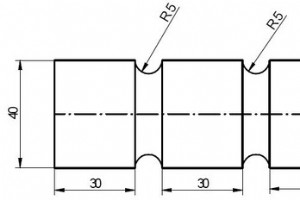
Submit by: Vikram Summary Screw with threads on both ends (dowel screws) can be easily manufactured on cnc lathe using G76 threading cycle.Following program cuts the same screw with RH (right hand thread) on one end and LH (left hand thread) on the other end using G76 threading cycle. Drawing/Imag
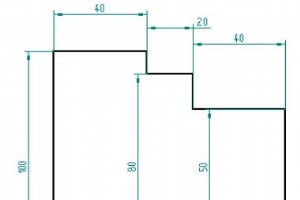
Submit by: Jack Summary A very simple cnc program from my cnc class examples. Drawing/Image CNC Program N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600N15 G01 X50 F30N20 G01 Z-40N25 G01 X80N30 G01 Z-60N35 G01 X100N40 G01 Z-100N45 G00 X120N50 G00 Z10N55 M05N60 M30
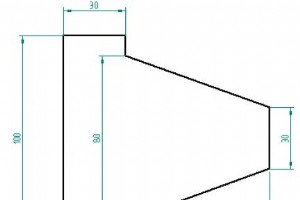
Submit by: Brian Summary Very basic and simple cnc program to cut taper on a cnc lathe machine. Drawing/Image CNC Program N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G01 X80 Z-70 N25 G01 X100 N30 G01 Z-30 N35 G00 X120 N40 G00 Z10 N55 M05 N60 M30
CNC Machine
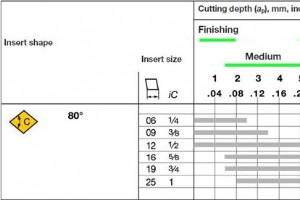
Sandvik Coromant: Expert Feed & Cut Depth Recommendations for Finish-to-Rough Machining

Explore the 4 Key Types of Hydraulic Motors and Their Applications
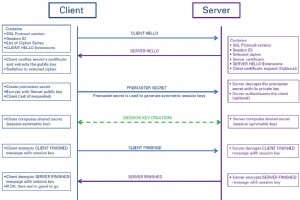
Efficient IoT Sensor Provisioning: Secure Connectivity & Credential Management

Adam Famularo Named CEO of WorkFusion, Driving Growth After $220M Funding

