

Industrial manufacturing
CNC Machine

Fanuc 31i G codes list for cnc machinists programmers who work on cnc machining centers with Fanuc 30i 31i 32i cnc controls.Fanuc CNC ControlsFollowing list of g codes applies to following cnc controls as well.Fanuc Series 30i/300i/300is-MODEL AFanuc Series 31i/310i/310is-MODEL A5Fanuc Series 31i/31

The Denford Mirac PC is a versatile 2 axis CNC bench turning centre, ideal for all levels of education and technical training.Here is complete list of Denford Mirac PC CNC Lathe G & M Codes.Denford Mirac PC CNC LatheMirac PC G-Codes ListG CodeFunctionG00Positioning (Rapid Traverse)G01Linear Inte

Okuma M203 is one of the Operation Time Reduction Function.Note: Use M203 with care.Okuma M203 Turret Unclamp CommandThe NC simultaneously unclamps the turret and causes axis travel on receiving the M203 command.M203 command is effective only when it is specified with G00 in the same block.ExampleG0
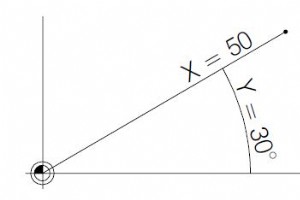
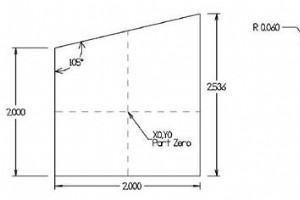
G15 End Polar Coordinate InterpolationG15 End Polar Coordinate InterpolationProgrammingG15G16 Begin Polar Coordinate InterpolationG16 Begin Polar Coordinate InterpolationProgrammingG16Between G16 and G15 points can be defined by polar coordinates.The selection of the plane in which polar coordinates
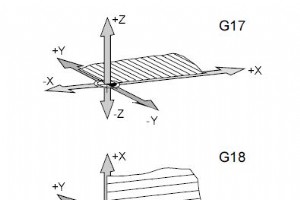
Fanuc G17 G18 G19 Plane SelectionWith G17 G18 G19 the plane will be defined, in which circular interpolation and polar coordinate interpolation can be proceeded and in which the cutter radius compensation will be calculated.In the vertical axis to the active plane the tool length compensation will b
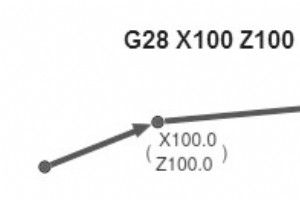
Fanuc G28 Approach Reference PointWith G28 the reference point will be approached via an intermediate position (X, Y, Z).First is the movement to X, Y and Z, then the reference point will be approached. Both movements occur with G00!The shift G92 will be deleted.ProgrammingN... G28 X... Y... Z..
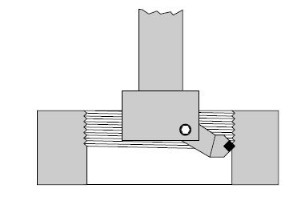
Fanuc G33 Thread CuttingWith a fitting tool (boring or facing head) threads can be cut.Notes Feed and spindle override switch are not active while G33 (100%).ProgrammingN... G33 Z... F..ParametersParameterDescriptionFThread pitch [mm]ZThread depth

G43 Tool Length Compensation positiveWith G43 a value from the offset register (OFFSET) can be called up and added to tool length.To all following Z movements (with active XY plane – G17) in the program this value will be added.ProgrammingN... G43 H...ExampleN... G43 H05The value, which is
Submit by: CNC Programmer Summary Haas Corner Rounding and ChamferingFor chamfers ,C with the length of the chamfer indicated is used.For radii a ,R with the size of the radius indicated.The chamfering or corner rounding block may be inserted between two linear or G01 blocks. These two blocks specif

ECS G81 Standard DrillingThe cycle Data Entry is activated, in MDI and Edit modes, through this keys sequence:ProgrammingG81 <ENT=..> <RAP=..> <RAL=..>ParametersParameterDescriptionENTDepth quote reached at working feedRAPQuote reached in rapid at the beginning of cycleRALQuote
ECS G81/3 – 3 Layers DrillingWith this cycle it is possible to drill holes defining two zones where the bit will advance at different feeds ( normally lower) than the one programmed with the F… instruction.The cycle Data Entry is activated, in MDI and Edit modes, through this keys sequence: Pr
ECS G82 Drilling with Dwell for chip breakingThe only difference between this cycle and the standard drilling G81 is the dwell done by the bit after it reached the Depth quote (ENT) to broken the chip.The cycle Data Entry is activated, in MDI and Edit modes, through this keys sequence:ProgrammingG82
ECS G83 Deep Drilling with clearingThis cycle is normally used to drill deep holes. The first drill the bit will reach the quote defined with the parameter INI. After it will go back in rapid to the RAP quote. Next time the bit will advance of the entity given by (INI + IND) . After again it will go
ECS G83/r Deep Drilling with Dwell for chip breakingThe differences between this cycle and the deep drilling G83 are:At the end of every drilling step it is executed a dwell of TIM sec to broken the chip.At the end of the dwell the bit isn’t moved in rapid to the RAP quote but starts immediately nex
ECS G84 TappingThis cycle is used to tap when the Milling Machine spindle is not equipped with of a position transducer. In this case it is suggested also to use a tap with a mechanical compensator . It is also necessary to verify that:Programmed Feed [mm/min] = Programmed Speed [rpm] * Tap Pitch [m
ECS G85 Boring CycleThe only difference between this cycle and the Standard Drilling G81 is that the tool return to RAL quote is done at working feed, between ENT and RAP, and at rapid (G00) from RAP to RAL.The cycle Data Entry is activated, in MDI and Edit modes, through this keys sequence:Programm
ECS G86 Boring with Spindle stop CycleThe only difference between this cycle and the Standard Drilling G81 is that the spindle, reached the ENT quote is stopped It will restart only when the tool reaches in rapid the RAL quote.The cycle Data Entry is activated, in MDI and Edit modes, through this ke
ECS G87 Boring with Retraction CycleThis cycle differs from the “Boring with Spindle Stop” G86 because in this case, when tool reaches the ENT quote, the spindle is not only stopped, but oriented in a specific position (through the M19 Function), disengaged with a movement in X and Y and finally mov
ECS G89 Boring with Dwell CycleThis cycle differs from the standard Boring cycle G85 allowing to program a dwell time (TIM sec) between the arrival to the ENT quote, to the start of the movement, done at working feed, to reach the RAP quote.The cycle Data Entry is activated, in MDI and Edit modes, t

Osai 10 Series command SSL is used with G96 to set the maximum rpm that the spindle is allowed to run during CSS.ProgrammingSSL=valueParametersParameterDescriptionvalueIs a value that can be programmed directly with a decimal number or indirectly with an E parameter.ExamplesSSL = 2000 ;Assign a spin
CNC Machine





