


Doughnut Manufacturing: From Ingredients to Quality Control
Background
The doughnut is a sweet, fried confection that can be leavened with yeast or chemical agents. After mixing, the dough is shaped, dropped into hot oil, and glazed. Variants include jam‑filled "bismarck" doughnuts and flavored batters such as chocolate or lemon, often studded with blueberries, raisins, or nuts.
Yeast‑raised doughnuts, which rely on fermentation to produce carbon dioxide, are lighter and more airy but require several hours of dough development. Chemically‑raised doughnuts use baking powder; they are denser and can be produced quickly. Both styles can be made at home with basic ingredients and no special equipment.
Commercial bakeries—whether independent shops, grocery stores, or franchise operations—produce doughnuts in bulk, often using pre‑packaged mixes that streamline production. Large facilities can bake or fry thousands of doughnuts daily for distribution across wide regions.
In the United States, doughnuts are a staple snack. Cultural references—from children’s songs to classic films—highlight their popularity. World War I and II veterans credit doughnuts served in canteens with sustaining morale. Despite their calorie and fat content (at least 200 calories and 3 g of fat per piece), Americans consume roughly 10 billion doughnuts each year.
History
The modern doughnut’s origins trace back to 18th‑century Dutch settlers in New Amsterdam, who called them "oliykoeks" (oily cakes). In the 19th century, Elizabeth Gregory’s son, Hanson Gregory, invented the first doughnut with a hole, giving the confection its name. By the late 1800s, doughnuts had evolved into the ring shape we recognize today.
During the 20th century, doughnuts became a staple for laborers and soldiers alike. The Salvation Army served them to World War I troops, who associated the treat with home comforts. In 1920, Russian immigrant Levitt patented a doughnut machine that automated ring shaping, earning $25 million annually by 1925. The 1934 World’s Fair showcased machine‑made doughnuts, spurring rapid industry growth. Franchises such as Krispy Kreme (founded 1937) and Dunkin’ Donuts (established 1950) expanded nationwide, with Dunkin’ now operating 5,000 outlets in 37 countries and Krispy Kreme 147 stores across 26 states.
Raw Materials
Ingredient lists vary by leavening method and production scale. Homemade doughnuts typically use fewer components than commercial mixes. Chemically‑raised doughnuts contain flour, baking powder, salt, liquid, eggs, milk, sugar, shortening, and flavorings. Yeast‑leavened doughnuts include flour, shortening, milk, sugar, salt, water, yeast, eggs or egg whites, and flavorings.
Commercial bakeries often source pre‑packaged mixes containing wheat or soy flour, shortening, sugar, egg yolks, milk solids, yeast conditioners, gums, and artificial flavors. These mixes are complemented by fresh wet ingredients—water, milk, eggs—added during the mixing stage. Frying oil, typically vegetable oil, remains the most expensive input; thus, precise temperature control is essential to prevent excessive oil absorption. Glazes or frostings are applied post‑fry, composed of flour, sugar, flavorings, and sometimes shortening.
The Manufacturing Process
The following steps describe a mechanized bakery that produces only yeast‑raised doughnuts. From dry mix to finished product, the process typically spans at least one hour.
Acquiring Ingredients
- High‑volume bakeries receive large bags (up to 50 lb/22.7 kg) of pre‑packaged mix from regional warehouses. Fresh perishables—eggs and milk—are purchased in bulk and refrigerated.
Measuring Ingredients
- Batch size is determined by the weight of dry mix required for the desired output. The mix is poured into a calibrated scale to ensure precision.
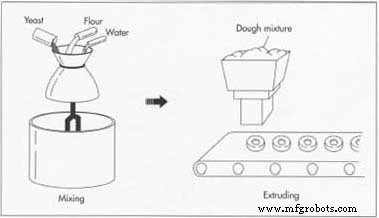
Mixing and Kneading
- The dry mix is combined with wet ingredients in an industrial mixer. A separate yeast slurry is incorporated at this stage. The mixer employs a large dough hook that mimics human kneading, forming gluten strands for a robust structure. Kneading lasts approximately 13 minutes.
Resting the Yeast
- Post‑kneading, the dough rests for about 10 minutes to allow fermentation. Successful yeast activity yields a spongy, soft dough; failure results in flat, tough doughnuts.
Shaping the Doughnuts
- The rested dough is loaded into an extruder hopper. The extruder, under controlled pressure, shapes dough into rings (standard doughnuts) or circles (filled doughnuts). An automated stamper may also be used, flattening dough to 0.5 in (1.27 cm) before stamping the final shape. Approximately 30 dozen doughnuts are produced in 15 minutes.
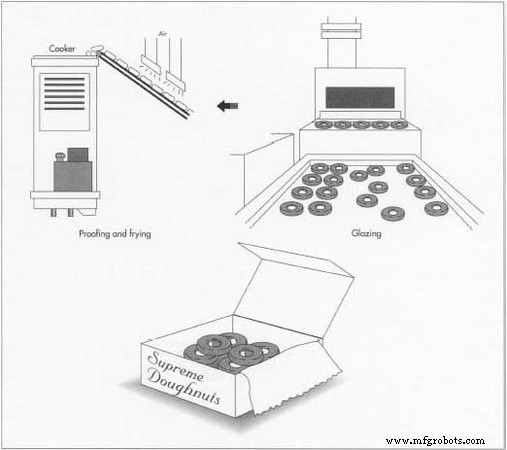
Proofing
- Shaped doughnuts are transferred to a proofing box set to ~125°F (51.6°C). The warm, controlled environment allows the dough to rise slowly, ensuring a light, airy interior. The dough travels on a chain‑driven platform for roughly 30 minutes.
Frying
- Proofed doughnuts drop automatically into an open fryer. Maintaining the correct oil temperature and limiting batch size prevents excessive oil absorption, which could reduce profit margins. The doughnuts fry for two minutes, then are automatically flipped.
Glazing and Drying
- Post‑fry, doughnuts pass under a glaze shower. Glaze is dispensed through a bridge above the hot dough, coating the tops, sides, and portions of the bottoms. The glazed doughnuts are then conveyed to a drying area to cool.
Further Finishing and Sale
- At the finishing station, doughnuts may receive additional toppings such as candies, nuts, or thicker frosting. Disk‑style doughnuts are inserted into a filling injector that deposits pre‑measured fillings. Finished doughnuts are placed on trays for counter display or packed for custom orders.
Quality Control
Quality assurance begins with inspection of the dry mix at the processing plant. Fresh perishables are purchased promptly and used within specified windows. The yeast slurry must be mixed accurately and used within 12 hours. Employees monitor all critical time intervals—kneading, resting, proofing, frying—to maintain consistency.
Temperature control is paramount: proofing must be warm enough to activate yeast without killing it; frying temperatures must keep oil from being over‑absorbed. Ambient room temperature also influences yeast activity and may require equipment recalibration.
Experienced staff rely on tactile and visual cues: a spongy dough, visibly rising doughnuts, and the correct golden color after frying all indicate proper process execution. Periodic sampling and cross‑sectional checks ensure donuts are neither greasy nor under‑cooked.
Byproducts and Waste
The extruder’s simultaneous cutting reduces dough waste. Any excess dough from stamping is recycled into the next batch, minimizing waste and maximizing yield.
Manufacturing process
- What is VMC Machining? An Expert Overview of Vertical Machining Centers
- Expert Guide to Aluminum Laser Marking: Precision, Durability, and Industry Applications
- MIG vs. TIG Welding: Selecting the Right Arc Welding Technique for Your Project
- Comprehensive Guide to Laser Marking: Types, Benefits, and Applications
- Key Considerations for High‑Volume Swiss Machining
- CNC Prototyping Guide: Precision, Speed, and Cost‑Effective Production
- Expert Shaft Manufacturing: Precision Processes & Custom Solutions
- Fiber Laser Marking: Precision, Speed, and Versatility for Modern Industries
- Electropolishing vs. Passivation: Choosing the Right Stainless Steel Finishing
- Doughnut Manufacturing: From Ingredients to Quality Control