


Screws: History, Materials, Design, Manufacturing, and Quality Standards
Background
Screws belong to the threaded fastener family that also includes bolts, studs, and specialized types such as carpenter’s wood screws and automotive cap screws. They come in two main varieties: machine screws, which have a constant diameter and are typically used with nuts, and wood screws, which taper to grip the wood surface. The threads may be right‑handed or left‑handed, tapered, straight, or parallel.
History
Although the concept of a screw dates back to around 200 B.C., the metal screw that is familiar today emerged during the Renaissance. Early screws were hand‑filed, making mass production impossible. The breakthrough came in 1586 when Jacques Besson introduced the first screw‑cutting machine, setting the stage for future innovations.
In 1760, English brothers Job and William Wyatt patented an automatic screw‑cutting device that could produce 10 screws per minute, a key step toward industrial production. The early 19th century saw Henry Maudslay in England and David Wilkinson in the United States develop the first power‑driven screw‑cutting lathes. Subsequent advances included Stephen Finch’s turret lathe (1845) and Christopher Walker’s fully automatic lathe after the Civil War.
The first screw factory, Abom & Jackson, opened in Rhode Island in 1810. By 1895, American screw makers organized unions demanding a minimum wage of $1.75 for a ten‑hour day for members and $1.25 for apprentices. Innovations continued, such as John E. Sweet’s angular thread‑cutting method, which cut an entire thread from one side.
In 1836, William Keane developed thread‑rolling, a process that, after early challenges, became the dominant manufacturing method because it produces threads without cutting away material, thus preserving strength and improving precision.
Raw Materials
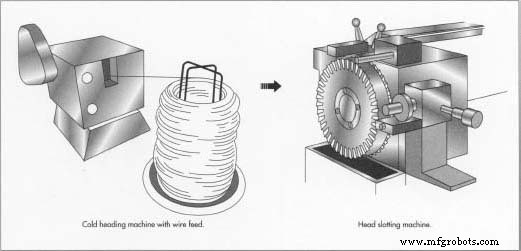
Screws are typically forged from low‑ to medium‑carbon steel wire, but stainless steel, brass, nickel alloys, and aluminum alloys are also used when higher strength or corrosion resistance is required. The quality of the metal is critical to prevent cracking. A cold‑heading machine cuts a wire length, then forms the head with one or two punches. Afterward, a head‑slotting machine shapes the screw blanks. Surface finishes must be compatible with the metal; common coatings include zinc, cadmium, nickel, and chromium plating for added protection.
Design
For a single‑thread screw, the lead equals the pitch. In a double‑thread screw, the lead is twice the pitch; for triple‑thread screws, it is three times the pitch. The pitch—the distance between two adjacent threads—is also expressed as the number of threads per inch or per centimeter. The lead measures how far the screw advances per revolution.
The Manufacturing Process
Machining is reserved for unique or miniature screws. The vast majority are produced via thread‑rolling, which is faster, less wasteful, and more economical.
Cold Heading
- Wire is fed from a coil through a prestraightening machine, then automatically cut to length and die‑cut into a head. The machine uses either an open or closed die; the closed die yields higher precision. Cold heading typically produces 100–550 screw blanks per minute.
Thread Rolling
- Cold‑headed blanks are automatically fed from a vibrating hopper to the thread‑rolling dies.
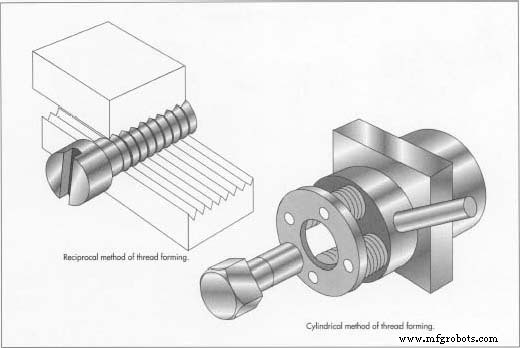
- The blank is shaped using one of three methods:
- Reciprocating die: a stationary die and a moving die roll the blank.
- Centerless cylindrical die: the blank rolls between two or three round dies.
- Planetary rotary die: the blank remains stationary while multiple dies rotate around it.
- Thread‑rolling impresses the thread into the blank rather than cutting it away, preserving material strength and achieving higher dimensional accuracy. The planetary rotary die is the most productive, reaching 60–2,000 parts per minute.
Quality Control
In 1928 the National Screw Thread Commission set interchangeability standards. The 1948 International Declaration of Accord adopted the Unified Screw Thread system. ISO introduced a global standard in 1966, defining metric and inch size ranges with coarse and fine pitches. These standards ensure consistent quality worldwide.
Manufacturing process
- Structural Screws: The Heavy‑Duty Fasteners Every Builder Trusts
- Understanding Screw Pitch vs Lead: Key Differences Explained
- Prevent Screw Stripping: Expert Tips for Long‑Lasting Fasteners
- What Are Machine Screws? A Comprehensive Guide
- Understanding Countersunk Screws: Design, Applications, and Benefits
- Understanding the Anatomy of a Screw: Parts, Functions, and Applications
- What Is a Hammer‑Head Screw? Function, Features, and Key Applications
- Screwdrivers: From Archimedes to Modern Manufacturing
- Understanding Screw and Bolt Types for Optimal Assembly
- Screw vs. Bolt: Key Differences, Types, and Applications